Маркировка наждачной бумаги для авто. Наждачная бумага её виды и применение
Изобрели в Китае. По крайней мере, первые упоминания о приспособлении встречаются именно в пергаментах Поднебесной.
Кстати, пергаментная служила и основой древних наждачек. На них приклеивали измельченные раковины моллюсков, песок, семена растений. Растительным был и клей.
Его так же получали путем вываривания костей. Рецепт далек от современного варианта. Наждачная бумага 21-го века запатентована Айзеком Шифером в 1834-ом году.
Что такое наждачная бумага
Бумага наждачная шлифовальная , запатентованная Шифером впервые была усыпана зернами . Этот минерал – оксид алюминия по составу. Твердость камня – 9 баллов по , что всего на балл уступает алмазу.
А , между прочим, самый твердый минерал на Земле. Взяв в качестве абразива корунд, предприимчивый американец сделал шлифовальную почти универсальной. Приспособление не способно обработать лишь , все остальные материалы наждачке подвластны.

Айзек Шифер использовал в качестве основы наждачки именно . Но, современные версии чаще тканевые. Материал более гибкий и долговечный. Абразив – все тот же оксид .
Его измельчают на разные фракции, в зависимости от назначения продукта. Есть образцы с крупными шлифовальными частицами, или же, с совсем мелкими.
Общее название крошки – порошок. Принцип работы приспособления режущий. Частицы абразива имеют острые углы, прорезают рабочую поверхность.
Виды наждачной бумаги
Какую наждачную бумагу приобрести для работы с деревом? Как раз классическую, корундовую. Кроме нее есть еще 3 вида инструмента, разделяемые по природе абразива.
С металлом, , красками и пластмассами работают с помощью основы, покрытой карбидом кремния. Геологи называют его карборунд.
В нем кремний соединен с углеродом. Для шлифовки древесины состав не подходит, да и изнашивается быстрее абразива из корунда.
Наиболее современный – керамический абразив. Его твердость, зачастую, на доли балла превышает даже показатель окиси алюминия. Керамическая наждачка используется, обычно, для первичной обработки грубых поверхностей.
Гранатовая – самая мягкая наждачная бумага . Купить ее стремятся потому, что шлифовальный лист с частицами красного самоцвета хорош для финальной обработки дерева.
Приспособление не только шлифует, но и запечатывает поверхность, закрывает поры в ней. В итоге, равнее и качественнее ложится краска, лак.
Недостаток версии – быстрый износ, которому подвержена такая наждачная бумага . Цена невысокая, ведь на наждачку пускают не ювелирные образцы кристаллов, а, так сказать, неликвид.
Есть и еще один параметр, по которому разделяется на виды наждачная бумага – зернистость . Под понятием подразумевается размер частиц абразива и удаленность гранул друг от друга.
Максимальные размер и удаленность – грубая . Наиболее мелкие и близко посаженные гранулы – мягкая.
Самая грубая – наждачка с зернистостью от 40-ка до 60-ти. Такие образцы применяют для черновой обработки. Средняя зернистость – от 80-ти до 120-ти. Такая бумага идет для сглаживания незначительных неровностей.
Показатель 150-180 характеризует тонкую полировку. Она нужна для финальной шлифовки. Это основные виды.
Но, в специализированных магазинах встречается и с показателями 220-240, 280-320 и 360-600. Первая применяется в случае шлифовки на стадии покраски, перед нанесением грунтовки.
Крапинки пыли перед финальным покрытием убирает ультра-тонкая наждачная бумага . ГОСТ 360 на 600 рассчитан на удаления мелких царапин и пятен с изделия уже после его шлифовки.
Для указания зернистости предназначена тыльная сторона. На ней имеет и другие пометки любая наждачная бумага . Маркировка говорит о назначении (по металлу, дереву и так далее), методе нанесения абразива на полотно.
Прописываются размеры бумаги, ее ширина и длинна. Маркировка включает материал основы, указывает на вид и природу зерен, состав клея.
Существует деление относительно устойчивости шлифовальных листов к воде. Водостойкая наждачная бумага изобретена в начале 20-го века. Массовый выпуск стартовал в США в 1916-ом.
Секрет – смола. Ей пропитывается инструмент. Обволакивая ткань и абразив, эпоксидка (иногда с акрилом и силоксанами) делает наждачку влагостойкой.
Применение наждачной бумаги
Первое назначение – съем краски или других покрытий с основы. Приспособлением так же зачищаются поверхности под покраску. Наждачная бумага на тканевой основе , или бумажной, создает шероховатости на материале.
Это позволяет краске лучше сцепиться с ним. Вот и третье применение наждачки. Последний прием – достижение идеальной гладкости поверхности. Финишная шлифовка осуществляется тонкими, мягкими видами бумаги.
Наждачная бумага в ювелирном искусстве
Закупается наждачная бумага в рулонах , или порезанная на отдельные прямоугольники. Применяется инструмент при полировке изделий. Цель процесса – получение идеально гладкой, блестящей поверхности. Здесь-то и пригождаются виды шкурок с высоким показателем зернистости.

Мелкая наждачная бумага часто обворачивается вокруг держателя бормашины. Приспособление необходимо для полировки отверстий в изделиях. К примеру, так прочищаются дырки в бусинах.
Полировка мелких элементов проводится, обычно, вручную. Наждачная бумага для шлифовальных машин закупается для шлифовки деталей с большой площадью.
Или шкурка – это абразивный инструмент, применяемый повсеместно, от мелких бытовых ремонтов до крупных цехов и ремонтных мастерских. Данный материал применяется для устранения неровностей поверхностей различной конфигурации, шлифовки, устранения заусенцев, коррозии и множества других целей.
Основным методом классификации наждачной бумаги является зернистость или величина её абразивных частичек. Она же является и основным указателем для применения шкурки при проведении тех или иных работ.
Показатель зернистости
Основной показатель, который учитывается при выборе – это номер бумаги соответствующий её абразивности. В номере указано количество абразивных частиц на квадратный дюйм материала. Чем большее количество абразивных крупинок помещается на единицу площади, тем они, соответственно мельче и пригодны для более тонких операций. В зависимости от количества частиц на квадратный дюйм наждачная бумага подразделяется на три основных категории:
- Крупная. Маркируется цифрами от 12 до 80. В основном применяется для черновой обработки дерева, металла и других материалов, а также для снятия лака, краски и ржавчины. При обработке оставляет глубокие борозды и требует дальнейшей обработки менее крупной шкуркой.
- Средняя. Показатель абразивности в пределах от 80 до 160. В основном применяется для обработки деревянных деталей, доводки поверхностей после черновой обработки.
- Мелкая. Количество абразивных частиц – от 160 до 1400 на квадратный дюйм. Применяется для финишной обработки поверхностей, шлифовки и полировки.
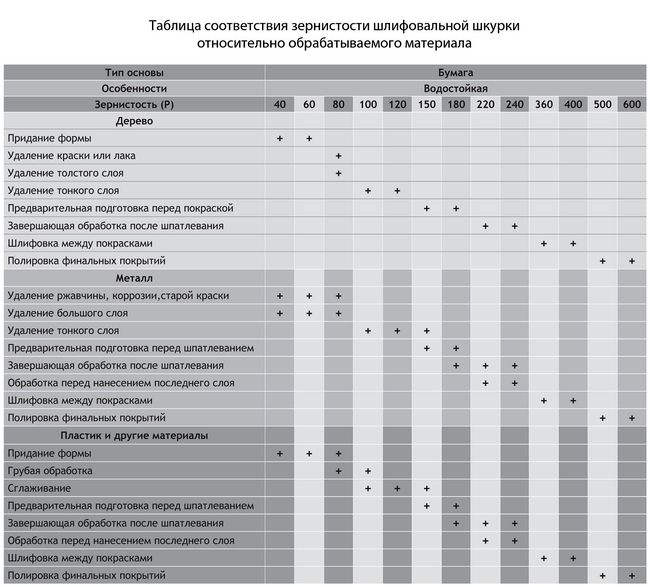
Приведенная ниже таблица зернистости наждачной бумаги позволяет более точно подобрать бумагу в соответствии с планируемыми работами.
Прочие характеристики абразива
Сам абразивный материал, наносимый на основу шкурки, бывает разным. Для него используются различные природные и синтетические материалы, от физических свойств которых во многом зависит сфера применения материала. Приведём основные виды:
- Карбид кремния. Широко используемый материал, применяется при производстве работ с лакокрасочными материалами, металлом, пластиком, стекловолокном.
- Гранат. Природный материал, в основном используется для работы с деревом. Шкурка с данным видом абразива мягкая и эластичная, удобна в обработке неровностей и деталей со сложной конфигурацией поверхности.
- Керамический абразив. Высокотвердый материал, часто используется при формировке изделий.
- Окись алюминия. Стойкий абразив, ценится из-за длительности эксплуатации. Важным качеством данного типа бумаги является образование новых режущих граней при истирании старого слоя.
ГОСТ
Маркировка и шероховатость наждачной бумаги регламентируется отечественными и зарубежными стандартами. Сегодня существует три стандарта – советский, российский и международный. В советском ГОСТ 3647-80 маркировка определяется количеством зерен на квадратный дюйм. На новые изделия наносится маркировка в соответствии с ISO 6344, которому соответствует российский ГОСТ 52318-2005.
Разобраться в соответствии старого и нового госта поможет приведенная ниже таблица зернистости шкурки.
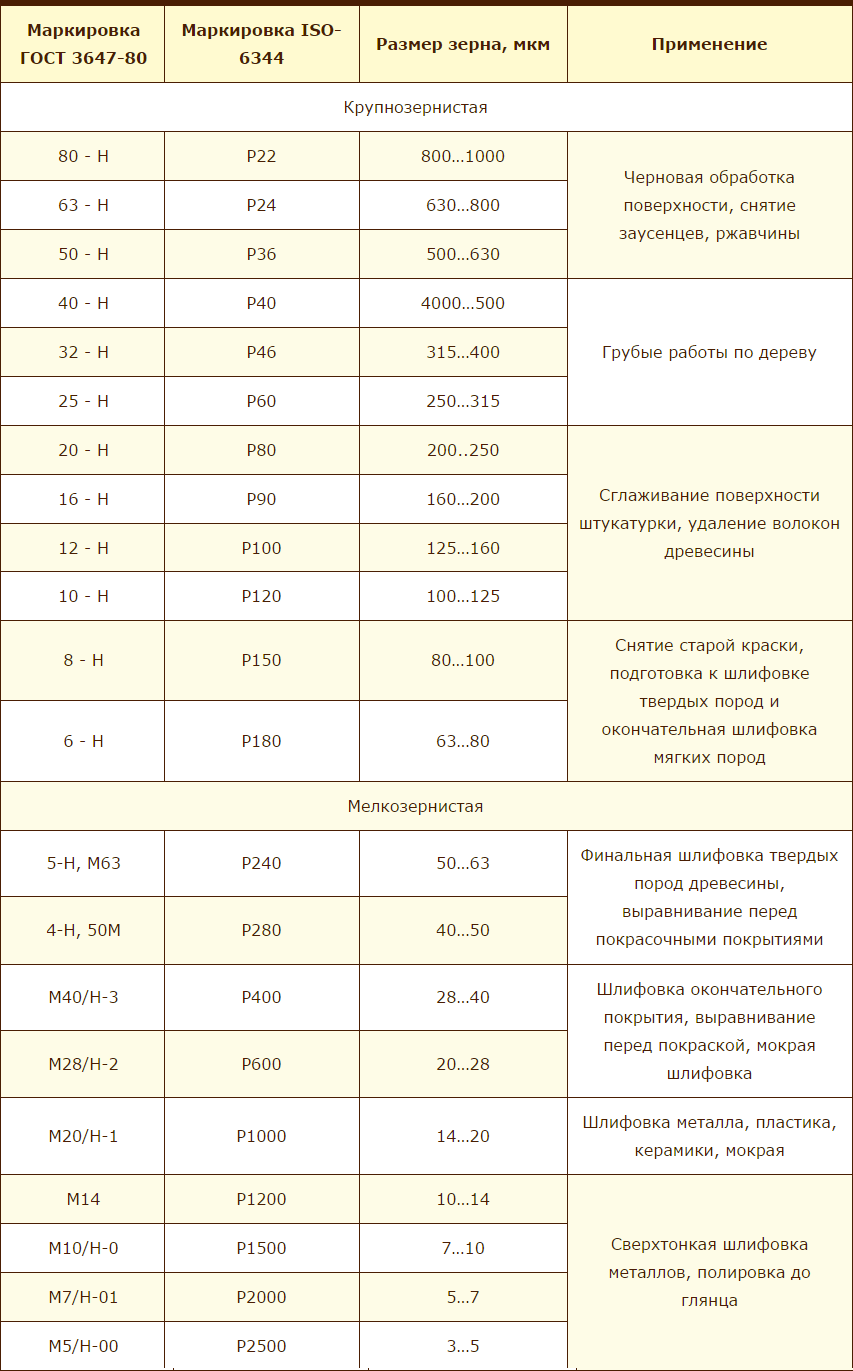
Как видим, основная разница заключается в направлении движения номеров в маркировке. В старом госте значения крупности зерен и их плотности уменьшаются. В международной классификации номер шкурки увеличивается при уменьшении размера зерен.
6. Срок действия продлен до 01.01.93 Постановлением Госстандарта СССР от 23.04.87 N 1374
7. ПЕРЕИЗДАНИЕ (апрель 1990 г.) с Изменениями N 1, 2, 3, утвержденными в июне 1984 г., апреле 1987 г., июле 1989 г. (ИУС 9-84, 8-87, 11-89)
Настоящий стандарт распространяется на бумажную шлифовальную шкурку, предназначенную для абразивной обработки различных материалов без охлаждения или с применением смазочно-охлаждающих жидкостей на основе масла, керосина, уайт-спирита.
1. ТИПЫ И РАЗМЕРЫ
1. ТИПЫ И РАЗМЕРЫ
1.1. Шлифовальная шкурка должна изготовляться типов:
1 - для машинной и ручной обработки неметаллических материалов (дерева, кожи, резины, пластмассы и т.п.);
2 - для машинной и ручной обработки металлов, сплавов.
1.2. Шлифовальная шкурка должна выпускаться в рулонах, размеры которых указаны в табл.1.
Таблица 1
Зернистость | Ширина, мм (пред. откл. ±3,0) | Длина, м (пред. откл. ±0,5) |
720; 750; 800; 850; 900; 1000 | ||
1250; 1350; 1400 | ||
720; 750; 800; 850; 900 | ||
1250; 1350; 1400 | ||
720; 750; 800; 850; 900 | ||
Примечание. По заказу потребителя допускается изготовление рулонов длиной более 100 м.
1.3. Шлифовальная шкурка должна изготовляться со следующими видами рабочего слоя:
С - сплошной;
Р - рельефный.
1.4. Исполнения и размеры рельефного рабочего слоя должны соответствовать указанным на чертеже и в табл.2.
Таблица 2
Размеры, мм
Зернистость | Ширина, | |||
Интервал | Пред. откл. | Интервал | Пред. откл. |
|
Угол наклона рельефа должен быть 5°-85°.
1.5. Отклонение от параллельности образующих линий рельефа должно быть в пределах допуска на шаг рельефа.
Пример условного обозначения бумажной шлифовальной шкурки типа 1, со сплошным рабочим слоем С, шириной 1000 мм, длиной 50 м, на бумаге марки 0-200, из нормального электрокорунда марки 15А, зернистости 25-Н, на мездровом клее:
1C 1000X
50 П2 15А 25-Н М ГОСТ 6456-82
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шлифовальная шкурка должна изготовляться в соответствии с требованиями настоящего стандарта.
2.2. Шлифовальная шкурка должна изготовляться из шлифовальных материалов, указанных в табл.3.
Таблица 3
Вид шлифматериала | Марка шлифматериала |
Нормальный электрокорунд | 15А; 14А; Ф14А; 13А; Ф13А |
Белый электрокорунд | 25А; 24А; 23А |
Легированный электрокорунд | 94А; 93А; 92А; 91А; 91А-М и 92А-М |
Циркониевый электрокорунд | |
Монокорунд | |
Зеленый карбид кремния | |
Черный карбид кремния | 54С; 53С; 51С |
Стекло |
Примечание. По заказу потребителя допускается изготовление шлифовальной шкурки из других марок шлифматериалов или их смесей.
2.3. Для изготовления шлифовальной шкурки в качестве основы должны применяться бумага по ГОСТ 18277-72 , ГОСТ 10127-75 и отраслевой нормативно-технической документации на бумагу в соответствии с табл.4.
Таблица 4
Марка бумаги | Условное обозначение |
Примечание. Если бумага не имеет установленного условного обозначения, допускается в условном обозначении шлифовальной шкурки указывать ее марку.
(Измененная редакция, Изм. N 2).
2.4. Шлифовальная шкурка должна изготовляться из шлифматериалов зернистостей, указанных в табл.5.
Таблица 5
Условное обозначение бумаги | Зернистость |
|||
электрокорундовых шлифматериалов | монокорунда | карбида кремния | ||
П2; П3; П4; П5; П7; П8; П9; П10; П11 | ||||
Примечание. По заказу потребителя допускается изготовление шлифовальной шкурки других зернистостей или их смесей.
(Измененная редакция, Изм. N 3).
2.5. Шлифматериал должен быть связан с основой мездровым клеем по ГОСТ 3252-80 или другими связками по отраслевой нормативно-технической документации.
Примечание. Допускается вводить в связку красители или красящие пигменты.
2.6. Зерновой состав шлифматериалов - по ГОСТ 3647-80 .
2.7. (Исключен, Изм. N 3).
2.7.1. На рабочей поверхности шлифовальной шкурки со сплошным рабочим слоем суммарная площадь морщин, складок, участков без абразивных зерен, залитая связкой, не должна превышать 0,5% площади рулона.
Примечание. По согласованию с потребителем допускается суммарная площадь указанных дефектов не более 1% площади рулона.
2.7.2. На рабочей поверхности шлифовальной шкурки с рельефным рабочим слоем суммарная площадь дефектов (слияние и непропечатка) рельефного слоя на 1 м не должна превышать 5% площади рулона с нанесенным шлифматериалом.
(Измененная редакция, Изм. N 3).
2.7.3. В рулоне шлифовальной шкурки шириной до 1250 мм не допускаются кромки шириной более 10 мм с дефектами, шириной более 1250 мм - более 15 мм.
Примечание. На рабочей поверхности карбидкремниевой и электрокорундовой шлифовальной шкурки зернистостей 6-М40 не допускаются точечные клеевые образования или вкрапления, выступающие над рабочей поверхностью.
(Измененная редакция, Изм. N 1, 2, 3).
2.8. Неравномерность толщины шлифовальной шкурки должна соответствовать значениям, указанным в табл.6.
Таблица 6
Зернистость | Неравномерность толщины, мм, не более |
2.9. Прочность на разрыв шлифовальной шкурки в зависимости от марки бумаги должна соответствовать значениям, указанным в табл.7.
Таблица 7
Условное обозначение бумаги | ||
продольном | поперечном |
|
2.10. Коэффициент нанесения шлифматериала на основу для шлифовальной шкурки с рельефным рабочим слоем должен быть 0,40-0,75.
2.11. Влажность шлифовальной шкурки должна быть 3-7%.
2.12. Приведенный износ электрокорундовой и стеклянной шлифовальных шкурок должен соответствовать значениям, указанным в табл.8.
Таблица 8
Зернистость | Приведенный износ для типов |
|
Примечание. Приведенный износ карбидкремниевой шлифовальной шкурки зернистостей 6-М40 типа 1 должен быть 1,5-7,0; типа 2 - св. 7,0.
(Измененная редакция, Изм. N 2).
2.13. Режущая способность шлифовальной шкурки при условиях испытаний, указанных в обязательном приложении 2, должна соответствовать значениям, указанным в табл.8а.
Таблица 8а
Зернистость | Режущая способность шкурки, г/мин, не менее |
||
электрокорундовой | карбидкремниевой | стеклянной |
|
(Измененная редакция, Изм. N 2, 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для контроля соответствия шлифовальной шкурки требованиям настоящего стандарта следует проводить приемочный контроль и периодические испытания.
3.2. Приемочному контролю на соответствие требованиям пп.1.2, 2.7.1, 2.7.2 и 2.7.3 должны подвергаться не менее 1% рулонов шлифовальной шкурки от партии, но не менее 3 шт., по пп.1.4; 1.5; 2.12 и 2.13 - 0,1%, но не менее 3 шт.
3.1, 3.2. (Измененная редакция, Изм. N 2).
3.2.1. Партия должна состоять из шлифовальной шкурки одной характеристики, изготовленной за одну смену и одновременно предъявленной к приемке по одному документу.
3.3. Если при приемочном контроле установлено несоответствие требованиям стандарта более чем по одному контролируемому показателю, то партию не принимают.
(Измененная редакция, Изм. N 2).
3.3.1. Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве рулонов шкурки.
При наличии дефектов в повторной выборке партию не принимают.
(Введен дополнительно, Изм. N 2).
3.4. Периодическим испытаниям должна подвергаться продукция (один из размеров рулонов), выдержавшая приемочный контроль (по п.3.2), на соответствие требованиям пп.2.8 и 2.10 0,5%, но не менее 3 шт., пп.2.9 и 2.11 0,5% рулонов шлифовальной шкурки зернистостей 40; 8; 5 и М40, но не менее 3 шт., п.2.9 - на всех видах основ.
(Измененная редакция, Изм. N 2).
3.5. Периодические испытания должны проводиться не реже одного раза в год.
(Измененная редакция, Изм. N 3).
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1-4.1.2. (Исключены, Изм. N 2).
4.2. Размеры и внешние дефекты рабочей поверхности шлифовальной шкурки измеряют измерительной металлической линейкой по ГОСТ 427-75 или измерительной металлической рулеткой по ГОСТ 7502-89 .
4.2.1. Угол наклона рельефа измеряют универсальными средствами измерения или специальным шаблоном.
4.3. Неравномерность толщины шкурки измеряют микрометром типа МК (с пределом допускаемой погрешности ±0,01 мм) на расстоянии не менее 10 мм от кромки рулона.
(Измененная редакция, Изм. N 2).
4.4. Расчет коэффициента нанесения шлифматериала на основу приведен в обязательном приложении 1.
4.5. Для определения влажности шлифовальной шкурки отбирают три образца размерами 100х100 мм, взвешивают на технических весах с пределом допускаемой погрешности ±0,01 г. Образцы шлифовальной шкурки помещают в сушильный шкаф и высушивают при температуре (100±5) °С до тех пор, пока разность между двумя последовательными взвешиваниями не будет превышать 0,02 г.
Влажность шлифовальной шкурки определяют по разности масс до и после сушки и вычисляют в процентах от первоначальной массы.
4.6. Приведенный износ шлифовальной шкурки (отношение зернистости шлифовальной шкурки к ее осыпаемости) определяет на приборе КЗШ ВНИИАШ истиранием шкурки о шкурку в течение 2 мин при нагрузке 29,4 Н.
Испытанию подвергаются два образца шлифовальной шкурки размерами 395х50 мм и 520х50 мм.
Образцы взвешивают на технических весах с пределом допускаемой погрешности ±0,05 г.
Примечания:
1. Осыпаемость шлифовальной шкурки равна массе осыпавшегося рабочего слоя в заданный интервал времени при заданных условиях.
2. При расчете приведенного износа для зернистостей М63; М50 и М40 в числителе берутся соответственно цифры 5; 4 и 3.
(Измененная редакция, Изм. N 2).
4.7. Метод определения режущей способности шлифовальной шкурки приведен в обязательном приложении 2.
4.8. Определение прочности на разрыв шлифовальной шкурки производится по ГОСТ 13525.1-79 кроме пп.3.1 и 4.1 при температуре окружающей среды. Предельные отклонения размеров образцов для испытания должны быть ±1,0 мм.
(Измененная редакция, Изм. N 2).
4.9. Образцы для контроля по пп.4.1-4.8 отбирают из любого места рулона, удаленного от конца рулона или кромок не менее, чем на 10 мм. Значение показателей по пп.4.3 и 4.5-4.8 берется как среднее арифметическое из трех определений.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На нерабочей поверхности рулона шлифовальной шкурки через каждые (235±20) мм в продольном и через каждые (200±20) мм в поперечном направлениях должны быть нанесены:
условное обозначение (кроме типа и указания вида рабочего слоя);
номер партии.
Примечания:
1. При применении смеси шлифматериалов - в условном обозначении маркировать марку основного шлифматериала, при применении смеси зернистостей маркировать основную зернистость.
2. По согласованию с потребителем размеры рулона допускается не наносить.
(Измененная редакция, Изм. N 2, 3).
5.2. Маркировка связок:
мездровый клей - М;
комбинированная связка - К.
5.3. Намотка шлифовальной шкурки в рулоны должна быть ровной и плотной, рабочим слоем наружу, не допускающей образование морщин, складок и мятых мест.
Торцовая поверхность должна быть ровной, выступы кромок рулона шириной до 1250 мм не должны превышать 5 мм, шириной свыше 1250 мм - 10 мм.
(Измененная редакция, Изм. N 3).
5.4. Каждый рулон шлифовальной шкурки должен быть обернут двойным слоем бумаги по ГОСТ 18277-72 , ГОСТ 2228-81 или ГОСТ 10127-75 .
Рулон должен быть заклеен на стыке. Слои упаковочной бумаги должны закрывать торцы рулона и обеспечивать сохранность его при транспортировании.
5.5. (Исключен, Изм. N 3).
5.6. На каждом упакованном рулоне должна быть наклеена этикетка или нанесен штамп со следующими данными:
товарный знак предприятия-изготовителя;
условное обозначение;
дата выпуска и номер партии;
штамп технического контроля;
изображение государственного Знака качества по НТД для шлифовальной шкурки, которой в установленном порядке присвоен государственный Знак качества.
5.7-5.16. (Исключены, Изм. N 3).
5.17. Остальные требования к маркировке и упаковке, а также, транспортирование и хранение - по ГОСТ 27595-88 .
(Введен дополнительно, Изм. N 3).
Разд.6. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ 1 (обязательное). РАСЧЕТ КОЭФФИЦИЕНТА НАНЕСЕНИЯ ШЛИФМАТЕРИАЛА НА ОСНОВУ
ПРИЛОЖЕНИЕ 1
Обязательное
Коэффициент нанесения шлифматериала на основу ( - отношение площади основы с нанесенным шлифматериалом к ее общей площади) для:
исполнений 1 и 3 рассчитывается по формуле
где - ширина рельефа, мм;
Шаг рельефа, мм;
исполнения 2 рассчитывается по формуле
исполнения 4 рассчитывается по формуле
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2 (обязательное). МЕТОД ОПРЕДЕЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТИ ШЛИФОВАЛЬНОЙ ШКУРКИ
ПРИЛОЖЕНИЕ 2
Обязательное
1. Сущность метода
Метод основан на определении массы сошлифованного образцом шлифовальной шкурки органического стекла за время испытания.
2. Оборудование и материалы
2.1. Схема и описание прибора типа МИ-2 - по ГОСТ 426-77 .
2.2. Образцы шлифовальной шкурки с наружным диаметром (174±5) мм и диаметром отверстия (55±3) мм.
2.3. Пластины из органического стекла марки ТОСН - по ГОСТ 17622-72 .
2.4. Подкладки из резины твердости по Шору 60-80.
2.5. Клей марок БФ-2 и БФ-4 по ГОСТ 12172-74 или других марок, обеспечивающих прочность соединения пластин из органического стекла с резиновой прокладкой, - по нормативно-технической документации.
(Измененная редакция, Изм. N 2).
3. Подготовка к испытанию
3.1. Наклеить пластины на резиновые подкладки.
3.2. Новые пластины из органического стекла предварительно притереть в условиях испытания до появления следов износа на всей рабочей поверхности пластин, очистить от пыли и взвесить с пределом допускаемой погрешности ±0,01 г.
4. Проведение испытания
4.1. Установить режимы испытания, указанные в таблице.
Зернистость | Усилие прижима, Н | Время обработки, мин | Наличие обдува при обработке |
Без обдува |
|||
С обдувом |
|||
(Измененная редакция, Изм. N 1, 2).
4.2. Установить испытываемый образец шлифовальной шкурки, сменив на диске шлифовальную шкурку после притирки.
4.3. Закрепить пластины из органического стекла в держателях в том же положении, что и при притирке.
4.4. По окончании испытания освободить пластины из органического стекла, очистить от пыли и взвесить с пределом допускаемой погрешности ±0,01 г.
5. Обработка результатов испытания
5.1. Режущая способность ( г/мин) определяется по формуле
где - масса сошлифованного органического стекла, г;
5 - время обработки, мин.
Электронный текст документа
подготовлен АО "Кодекс" и сверен по:
официальное издание
Шкурка шлифовальная тканевая и бумажная.
Технические условия: Сб. ГОСТов. -
М.: Издательство стандартов, 1990
Шлифование — это один из базовых приёмов работы с широким рядом материалов. Обработка, будь она ручной или машинной, проводится абразивными шкурками. О многочисленных разновидностях наждачной бумаги и принципах её выбора мы расскажем вам в сегодняшнем обзоре.
Гриты и номера — как определить зернистость
Зернистость, она же шероховатость — ключевой параметр для любого типа наждачной бумаги. Зернистость всегда указывается на оборотной стороне шлифовальной шкурки после литеры Р или слова Grit, иногда используются сразу оба варианта обозначений. Зернистость определяется числом от 12 до 15000, иногда даже больше.

В простейшем представлении эта цифра — число частичек абразива на квадратный дюйм, если их рассыпать сплошным равномерным слоем. В реальности это число определяется числом проволочек в квадратном дюйме сита, через которое абразив был просеян. Фактический же размер частичек колеблется от видимых невооруженным глазом (1-1,5мм) до совершенно микроскопических (целые и десятые микрона).

Определим область применения наждачной бумаги в зависимости от размера зерна:
- до Р80 — для грубой обдирки и шлифования с целью выравнивания поверхности;
- от Р100 до Р220 — применяют на втором этапе шлифовки, если нужно устранить мелкие борозды и царапины;
- до Р280 — применяется для тонкого шлифования;
- более мелкие шкурки уже классифицируются как полировочные.
Подробнее о точном выборе наждачной бумаги для различных целей можно прочесть .
Правило выбора наждачной бумаги по зернистости очень простое — чем она выше, тем более гладкой будет поверхность после обработки. Но при этом, чем мельче наждачная бумага, тем она и стачивается быстрее, и снимаемый слой материала становится меньше. Также надо учитывать, что чем больше твёрдость обрабатываемого материала, тем более грубую бумагу можно применять для чистовой обработки. В то же время на мягкой древесине даже при зернистости в Р220 могут оставаться вполне различимые царапины.

Шкурки по типу основы
Даже в небольшом городе, пройдясь по хозяйственным магазинам, можно найти несколько десятков разных образцов наждачной бумаги. Они будут отличаться не только по зернистости, но и по способу нанесения абразивного материала, типу насыпки и связующего, а также используемому абразивному материалу или смеси таковых. Однако на практике первоочередное значение имеет тип основы, на которую абразив нанесён.

На бумажной основе изготавливается наиболее дешёвая и быстро расходуемая наждачная шкурка. Преимуществ у неё немного: помимо низкой цены бумага удобна, если нужно быстро оторвать свежий лоскуток для работы. Абразив с такой шкурки осыпается довольно быстро, особенно в местах излома, однако бумажная основа позволяет с большей лёгкостью обрабатывать рельефные поверхности.

Шкурка на тканевой основе имеет несколько более высокую стоимость, но гораздо долговечней. Во многих домашних хозяйствах можно найти с полдюжины завалявшихся лоскутков тканевой наждачки, которые успешно используются время от времени по нескольку лет и при этом не потеряли абразивные качества. Не обходится и без недостатков: ткань с эпоксидной пропиткой грубая, под ней хуже чувствуется обрабатываемая поверхность. Также тканевые шлифовальные ленты имеют свойство растягиваться, хотя это касается в основном лишь расходников для машинной обработки.

Наконец, имеется третий тип шлифовальной бумаги — на мягкой основе. Сюда относится поролоновая или полиуретановая шкурка, используемая для финальной обработки рельефных деревянных и гипсовых деталей, и фибровая наждачная бумага. Последняя, хотя и имеет схожие свойства в качестве прижатия к детали, используется для крепления на рабочий орган с липучкой, например на роторные шлифмашины.
Сухой и мокрый режим шлифования
В зависимости от абразивного материала и связующего его вещества наждачная бумага может отличаться допустимостью шлифовки с увлажнением поверхности. Помимо того, что бумага для мокрой шлифовки дороже обычной, есть ещё ряд причин, по которым это различие важно.
При снятии частиц с обрабатываемой поверхности силы трения в определённых точках могут быть настолько высоки, что вырабатываемой температуры достаточно для спекания металлической пыли. Это, в частности, справедливо для алюминия и большинства цветных металлов: если шкурку периодически не отряхивать, она быстро забьётся и придёт в негодность.

В некоторых разновидностях бумаги эта проблема решается специальным абразивным материалом. Так, карбид кремния, особенно нанесённый электростатикой, способен крошиться, образуя новые режущие грани, поэтому такая бумага практически не забивается. Однако частиц снятого материала может быть действительно много, например, при обработке пластика, и тогда необходимо упредить их слипание, смочив наждачную бумагу водой.
 Полировка природного камня, мрамора или бетона так же не обходится без использвоания воды или специальных составов. Смачивание улучшает качество шлифовки и предотвращает распространение каменной пыли
Полировка природного камня, мрамора или бетона так же не обходится без использвоания воды или специальных составов. Смачивание улучшает качество шлифовки и предотвращает распространение каменной пыли
Стойкость к намоканию определяется стандартом, который указывается в конце маркировки на тыльной стороне. Бумага по ГОСТ 13344-79 допускает работу в увлажнённой среде, а по ГОСТ 6456-82 не допускает. Есть и исключения, ведь водостойкость в целом определяется типом связующего вещества, то есть клея. Хотя тип связующего вещества обычно не указывается, для обработки мокрым методом пригодны абразивы, склеенные синтетическими веществами: битумными, полиэфирными смолами, фенольными лаками, т.п. Очень часто возможность использования бумаги для мокрых работ обозначается дополнительно литерой «В» или словом Waterproof.
Для ручной обработки
Часто домашнему мастеру приходится обрабатывать свои изделия вручную. Так качество шлифовки гораздо выше, остаётся меньше необработанных участков. Для ручной обработки бумага выпускается в формате листов, лент и рулонов.

Ходовыми типами по зернистости в хозяйстве оказываются тканевая бумага Р60, Р80 и Р120. Более мелкая шкурка обычно имеет бумажную основу. Рекомендуется всегда держать в запасе разные номера абразивной бумаги для тонкой шлифовки вплоть до Р400.
Шкурка на тканевой основе зернистостью выше Р300 выпускается, преимущественно, для машинной обработки , хотя ей можно с попеременным успехом работать и вручную. Основная трудность в том, что абразив залит солидным слоем связующего, и обработка такой лентой вручную проходит крайне медленно, особенно при высокой зернистости. Однако мокрую шлифовку такой бумагой проводить — одно удовольствие.

Также для ручной обработки будут весьма полезны полиуретановые шлифовальные губки, которыми очень удобно обрабатывать детали с мелким рельефом. Если увлекаетесь обработкой дерева — всегда имейте запас поролоновой шкурки, это самое эффективное средство для подготовки под окраску или вскрытие лаком.
Ленты и диски для машинной шлифовки
При покупке расходников для шлифовальных машин трудно ошибиться. Все они имеют конкретный тип и рабочие размеры — либо длину и ширину, либо размерный номер, либо диаметр.

Для ленточных шлифовальных машин и гриндеров используется бумага на тканевой основе, свёрнутая в кольцо. Длина и ширина в миллиметрах — основной параметр такой наждачки, определяемый пригодность для использования с тем или иным инструментом.

Если с шириной ещё можно «поиграть», используя более узкую ленту или оторвав излишек, то ленты произвольной длины можно использовать только на гриндерах с регулируемым натяжением. Также обратите внимание, что для кольцевой ленты действует только одно направление движения, указанное стрелкой на тыльной стороне.


С абразивной бумагой для роторных и дельтовидных шлифмашин всё ещё проще. Они либо подходят по размеру, либо нет — размер подходящих расходных материалов однозначно указан в инструкции к оборудованию. При выборе нужно также обращать внимание на положение отверстий для отвода пыли. Поскольку речь идёт об электроинструменте, практически вся наждачная бумага в расходниках предназначена для сухого шлифования. Остаётся только правильно подобрать зернистость по типу материала и желаемому качеству поверхности, а затем поэтапно её снижать в процессе обработки.
Наждачная бумага представляет собой материал, состоящий из двух компонентов и используемый для поверхностной обработки изделий из различных материалов. Существует большое количество разновидностей наждачной бумаги, каждая из которых предназначена для специфических работ. Подбор правильной наждачки считается залогом правильной обработки изделия.
Изготавливается наждачная бумага путем сочетания двух компонентов: основы и абразива. Перед непосредственным нанесением этого абразива, основу пропитывают каким-либо полимером, чтобы придать материалу большую прочность и износостойкость. Затем на основу наносят клей, предварительно разогретый примерно до 40 градусов. Поверх клея насыпается зернистый материал и сушат изделие.
Форма выпуска
Выпускается готовый продукт в нескольких формах. Распространен выпуск в виде листов или рулонов. Листовая форма характерна для крупных фракций, которые тяжело согнуть или свернуть. Мелкозернистая бумага выпускается в виде рулонов.
Помимо этих форм имеются еще:
- абразивная сетка;
- абразивные круги;
- шлифовальные ленты.
Форма может быть предназначена для установки в конкретный механизм по обработке деталей и иметь специфический вид.
Таблица зернистости

Расшифровка зернистости

Каждому типу наждачной бумаги присваивается свое обозначение. Число, которое стоит рядом с буквой «Р» указывает на размер фракции абразива. Чем это число больше, тем мельче зерно.

Обратите внимание! Бумага с маркировкой Р600 и более считается мелкозернистой наждачкой. Используется для финальной обработки поверхностей и полировки.
Помимо обозначения зернистости, материал иногда маркируют в зависимости от специальных свойств. Так, например, буква «М» характерна для водостойких материалов, а «П» исключает контакт с влагой. Листовой прокат обозначается буквой «Л».
Дополнительно могут присутствовать маркировки «1» или «2», первая из которых обозначает применение для мягких материалов, а вторая – для жестких.
Шлифовальная шкурка. Зернистость и классификация
Все шлифовальные шкурки характеризуются несколькими основными параметрами, по которым их классифицируют:
- зернистость (крупная или мелкая);
- тип нанесения абразива (открытая или сплошная насыпка);
- материал, из которого изготавливается основа (бумага, ткань или комбинированный материал).
Российская маркировка ГОСТ

При покупке наждачной бумаги всегда необходимо обращать внимание на маркировку. В ней заключена информация о товаре. В продаже можно встретить шкурки, маркированные как новым ГОСТом, так и старым.
Новый ГОСТ
Новый ГОСТ подразумевает обозначение зернистости, а также некоторых дополнительных свойств, описанных выше. Первой идет буква «Р», за которой следует число, обозначающее зернистость бумаги. После этого уже может быть добавлена одна из нескольких маркировок, отвечающих за влагозащиту или жесткость обрабатываемого материала.
Старый ГОСТ
Старая маркировка выгладит иначе. Стандартные наждачки маркируются сначала числом, обозначающим размер зерна, а затем буквой «П», «Н» или «Д». Эти буквы обозначают качество абразива, используемого для создания шкурки.
Мелкозернистые шкурки маркируются по-другому. На первое место ставится буква «М», после которой пишется размер абразива в микрометрах (мкм).

Основа шкурки
При изготовлении наждачной бумаги абразив наносится на основу. Основа может быть изготовлена из различных материалов, распространенными из которых считаются бумага и ткань.
На бумажной основе
Основную массу всех наждачек составляют шкурки на бумажной основе. Бумага считается удобным, дешевым, но недолговечным материалом. Интенсивная работа с наждачкой неизбежно приведет к истиранию основы. Несколько продлевает срок службы специальная пропитка, которую наносят на бумагу во время производства. Пропитка представляет собой разновидность полимера или каучука. Обработанная бумага обладает повышенными прочностными и упругими свойствами. К тому же, на пропитанную поверхность намного лучше ложится абразив.
На тканевой основе
Тканевая основа намного прочнее бумажной. На ткани делают шкурки, предназначенные для интенсивной эксплуатации в специальных обрабатывающих станках. Ткань упруга, надежна и долговечна. Однако стоимость таких наждачек несколько выше бумажных. Соответствующая пропитка позволит сделать основу еще прочнее, а также защитить от вредного воздействия влаги.
Помимо тканевых и бумажных основ существуют комбинированные материалы. Они сочетают в себе лучшие свойства каждого материала и предпочтительны для большинства работ. На комбинированных основах создается большинство крупнозернистых шкурок.
Иногда в продаже можно встретить шкурки на губчатой основе. Такой подход весьма удобен, так как позволяет долго использовать бумагу в интенсивном режиме даже в условиях высокой запыленности или влажности.
Области применения абразивных шкурок
Абразивные шкурки применяются в огромном количестве различных работ. Основные области применения делятся в зависимости от величины зерна абразива.
С крупным зерном
Наждачная бумага с крупным зерном может применяться в случаях:
- снятия ржавчины и грубых поверхностных работ;
- первичная шлифовка древесины;
- снятие верхнего слоя нанесенного покрытия;
- сглаживание неровностей штукатурки и др.
Грубая обработка считается главной задачей крупнозернистой наждачки.
С мелким зерном
Мелкозернистая абразивная шкурка применяется для:
- окончательное шлифование и полировка изделия;
- отделочная работа;
- полировка с помощью смазочных жидкостей и др.
Маленький размер абразива позволяет убрать с поверхности самые мелкие загрязнения и неровности. Наиболее удобна обработка на последней стадии изготовления.
Тип нанесения абразивного вещества
Характеристики наждачной бумаги также зависят от того, как наносилось абразивное вещество на основу. Выделяют два типа нанесения. Для различных видов обработки будет предпочтительнее один из них.
Полуоткрытая или открытая насыпка
Наждачная бумага с таким типом нанесения абразива характеризуется наличием крупных зазоров между частицами. Эти зазоры могут занимать 50% всей поверхности бумаги. Такая наждачка применяется для обработки мягких материалов, которые не оставляют после себя комочков из снятого слоя.
Закрытая или сплошная насыпка
Если же требуется обработать какой-либо твердый материал, лучше использовать наждачную бумагу со сплошной насыпкой абразива. Отсутствие зазоров делают обработку удобнее, а саму наждачку долговечнее.
Сплошная насыпка применяется для металлических деталей, а также полимеров или керамики.
Наждачная бумага для металла
Для металла лучше всего использовать наждачную бумагу с абразивом из карбида кремния. Этот материал считается достаточно прочным для обработки твердой поверхности. Он легко справится с ржавчиной, старой краской или просто загрязнениями.
Основу можно выбирать любую, однако предпочтительнее остановиться на комбинированной. Повышенная прочность и возможность пропитки позволят подобрать универсальную шкурку для обработки.
Внимание! При выборе наждачной бумаги для металла, необходимо убедиться в наличии цифры «2» в маркировке. Это значит, что шкурка может использоваться для твердых материалов.
Наждачная бумага для дерева
Дерево считается более мягким материалом, поэтому и наждачку стоит подбирать иначе. Для обработки деревянных изделий применяют абразив из:
- граната;
- керамики;
- окиси алюминия.
Причем каждый вид применяется на определенном этапе изготовления детали. Керамика используется во время формирования изделия, так как обладает высокой твердостью и долговечностью. Гранат и окись алюминия используются на этапе покраски и выравнивания поверхности.
Для дерева выбирают крупнозернистую бумагу с заметными зазорами между частицами абразива. Основа может быть любая и зависит от интенсивности использования.
Как определить зернистость наждачной бумаги
Зернистость наждачной бумаги представляет собой показатель того, сколько частиц абразива помещается на квадратный дюйм основы. Зернистость указывается в маркировке конкретной наждачки. Выделяют три класса наждачной бумаги по показателю зернистости:
- крупная (от 12 до 80);
- средняя (от 80 до 160);
- мелкая (от 160 частиц).
Крупная наждачная бумага используется для первичной обработки материалов, очисти поверхности от загрязнений и т.п. Мелкозернистая используется дя полировки и мелкой очистки. Средняя считается универсальной и с равной долей эффективности может выполнять функции как крупной, так и мелкой. Но эта эффективность намного ниже. Лучше всего использовать такую шкурку для устранения царапин на поверхности.
Заключение
Прежде чем покупать наждачную бумагу, необходимо определиться с тем, для чего конкретно она нужна. В зависимости от запланированных работ нужно подбирать размер зерна абразива, а также способ нанесения на основу.
Тип основы будет в большей степени зависеть от материального обеспечения. Бумажная основа дешевая, но она же и самая недолговечная.
Если планируется ручная работа, то форма выпуска может быть любой. Если же наждачку требуется установить в шлифовальную машину или похожий агрегат, лучше сразу выбирать подходящий вид поставки.