Наждачная бумага нулевка маркировка гост. Виды наждачной бумаги, ее маркировка и производство
Наждачная бумага или шлифовальная шкурка – это гибкий материал на тканевой или бумажной основе, применяемый для абразивной обработки твердых поверхностей. Может быть использована для ручных и машинных операций, для удаления старых лакокрасочных материалов, устранения царапин, шлифовки и других операций. Основным рабочим элементом является слой абразивного зерна, который и определяет сферу применения материала.
Основная классификация
Наиболее важной характеристикой является зернистость материала, которая и определяет сферу её применения – черновая обработка, шлифовка, полировка. По действующим международным и принятым с 2005 года в России стандартам зернистость определяется количеством зерен на квадратный дюйм. Соответственно, чем больше зерен помещается на единицу площади, тем меньше их размер. По этому стандарту зернистость материала отражается буквой Р и номером от 12 до 2500. По старому ГОСТ 3647-80, часто используемом в странах СНГ, цифра обозначает размер зерна в десятках микрон с литерой –Н в конце (6-Н, 16-Н, 32-Н и т. д.). Самые мелкие зерна измеряются в микронах и имеют обозначение М, например М40.
Сферу назначения, маркировку и зернистость по различным стандартам вы можете изучить по приведенной ниже таблице
| Назначение | Маркировка по ГОСТ 3647-80 | Маркировка по ISO-6344 | Размер зерна, мкм | |
|---|---|---|---|---|
| Крупнозернистые | ||||
| Очень грубые работы | 80-Н | P22 | 800-1000 | |
| 63-Н | P24 | 630-800 | ||
| 50-Н | P36 | 500-630 | ||
| Грубые работы | ||||
| 40-Н | P40 | 400-500 | ||
| 32-Н | P46 | 315-400 | ||
| 25-Н | P60 | 250-315 | ||
| Первичная шлифовка | 20-Н | P80 | 200-250 | |
| 16-Н | P90 | 160-200 | ||
| 12-Н | P100 | 125-160 | ||
| 10-Н | P120 | 100-125 | ||
| Окончательная шлифовка мягких пород дерева, старой краски под покраску | 8-Н | P150 | 80-100 | |
| 6-Н | P180 (Р 220) | 63-80 | ||
| Мелкозернистые | ||||
| Окончательная шлифовка твердых пород дерева, шлифовка между покрытиями | 5-Н,М63 | P240 | 50-63 | |
| 4-Н,М50 | P280 | 40-50 | ||
| Полировка финальных покрытий, шлифовка между покрасками, мокрая шлифовка | М40\Н-3 | P400 | 28-40 | |
| М28\Н-2 | P600 | 20-28 | ||
| Шлифовка металла, пластиков, керамики, мокрая шлифовка | М20\Н-1 | P1000 | 14-20 | |
| Еще более тонкая шлифовка, полировка | М14 | P1200 | 10-14 | |
| М10/Н-0 | P1500 | 7-10 | ||
| М7\Н-01 | P2000 | 5-7 | ||
| М5\Н-00 | P2500 | 3-5 | ||
Важным показателем является и тип абразива. Наиболее широко применяемым является электрокорунд, характеризуемый стойкость к высокому давлению и хорошими режущими свойствами. Может выпускаться с добавлением оксида хрома, увеличивающим абразивные качества и прочность материала. Его можно узнать по характерной рубиновой окраске.
Из других материалов зерен отметим следующие:
- Карбид кремния. Прочнее электрокорунда, но более хрупок. Благодаря этому кристаллы раскалываются под давлением и образуют новые грани, тем самым обновляя поверхность.
- Гранат. Сравнительно мягкий минерал, используемый в основном для обработки дерева.
- Эльбор и алмаз. Сверхтвердые материалы. Редко используются по причине высокой стоимости.
Маркировка и основа
Для проведения большинства работ достаточно знать зернистость материала. Но существует ещё масса параметров классификации, которые содержит код материала. Изучить их можно по приведенной ниже таблице:
Из всего этого рекомендуем обратить внимание на основу шкурки, от которой во многом зависит её стойкость и удобство работы. Основные варианты – это бумажная и тканевая основа. Бумага может быть обычной или влагостойкой, обладает высокими показателями прочности. Преимуществами является её стоимость, сохранение размера при работе и возможность нанесения мельчайших частиц. Недостатком является невысокая прочность и стойкость к износу.
В качестве тканевой основы для шлифовальной шкурки чаще всего применяется полиэстер и хлопок. Для повышения прочности и стойкости к влаге ткань пропитывается полиэфирной смолой. Главными преимуществами являются прочность на разрыв и эластичность. Ткани подразделяются на несколько классов:
- J – используется для чистой шлифовки края и профиля.
- Х – для тяжелых работ с высокой степенью загрязнения.
- W и Y – обладают высокой прочностью и используются преимущественно при машинной обработке.
Основными достоинствами тканевой основы являются высокая прочность, стойкость к влаге и износу. Недостатки – более высокая стоимость и вероятность удлинения при работе.
Из прочих видов основ наждачной бумаги следует отметить комбинированный материал – склеенная с бумагой ткань, а также фибру – плотный и твердый состав используемый для производства фибровых дисков.
Особенности применения
Приведём несколько советов относительно применения наждачной бумаги для шлифовки и полировки различных поверхностей:
- Общим правилом применения шлифовальной шкурки является переход от более грубых к более тонким видам – от меньших показателей зернистости к большим.
- Наиболее грубое зерно применяется для черновой обработки дерева и снятия краски, тонкое для различных стадий чистового шлифования.
- При мокром шлифовании рекомендуется использовать водостойкую бумагу с показателем зернистости 400-600. Таким образом, удается уменьшить количество пыли и получить более гладкую поверхность.
- Для ручной обработки сложных криволинейных поверхностей можно закрепить шкурку на толстом куске резины.
- Для удобства работ материал можно обернуть вокруг любого твердого бруска.
ГОСТы
В России в настоящее время действует ГОСТ Р 52381-2005, отвечающий международным требованиям ISO 6344. Также можно встретить обозначения по старому стандарту, ГОСТ 3647-80, по которому зернистость указывается по размеру фракции, а не по количеству частиц на единицу площади.
Или шкурка – это абразивный инструмент, применяемый повсеместно, от мелких бытовых ремонтов до крупных цехов и ремонтных мастерских. Данный материал применяется для устранения неровностей поверхностей различной конфигурации, шлифовки, устранения заусенцев, коррозии и множества других целей.
Основным методом классификации наждачной бумаги является зернистость или величина её абразивных частичек. Она же является и основным указателем для применения шкурки при проведении тех или иных работ.
Показатель зернистости
Основной показатель, который учитывается при выборе – это номер бумаги соответствующий её абразивности. В номере указано количество абразивных частиц на квадратный дюйм материала. Чем большее количество абразивных крупинок помещается на единицу площади, тем они, соответственно мельче и пригодны для более тонких операций. В зависимости от количества частиц на квадратный дюйм наждачная бумага подразделяется на три основных категории:
- Крупная. Маркируется цифрами от 12 до 80. В основном применяется для черновой обработки дерева, металла и других материалов, а также для снятия лака, краски и ржавчины. При обработке оставляет глубокие борозды и требует дальнейшей обработки менее крупной шкуркой.
- Средняя. Показатель абразивности в пределах от 80 до 160. В основном применяется для обработки деревянных деталей, доводки поверхностей после черновой обработки.
- Мелкая. Количество абразивных частиц – от 160 до 1400 на квадратный дюйм. Применяется для финишной обработки поверхностей, шлифовки и полировки.
Приведенная ниже таблица зернистости наждачной бумаги позволяет более точно подобрать бумагу в соответствии с планируемыми работами.

Прочие характеристики абразива
Сам абразивный материал, наносимый на основу шкурки, бывает разным. Для него используются различные природные и синтетические материалы, от физических свойств которых во многом зависит сфера применения материала. Приведём основные виды:
- Карбид кремния. Широко используемый материал, применяется при производстве работ с лакокрасочными материалами, металлом, пластиком, стекловолокном.
- Гранат. Природный материал, в основном используется для работы с деревом. Шкурка с данным видом абразива мягкая и эластичная, удобна в обработке неровностей и деталей со сложной конфигурацией поверхности.
- Керамический абразив. Высокотвердый материал, часто используется при формировке изделий.
- Окись алюминия. Стойкий абразив, ценится из-за длительности эксплуатации. Важным качеством данного типа бумаги является образование новых режущих граней при истирании старого слоя.
ГОСТ
Маркировка и шероховатость наждачной бумаги регламентируется отечественными и зарубежными стандартами. Сегодня существует три стандарта – советский, российский и международный. В советском ГОСТ 3647-80 маркировка определяется количеством зерен на квадратный дюйм. На новые изделия наносится маркировка в соответствии с ISO 6344, которому соответствует российский ГОСТ 52318-2005.
Разобраться в соответствии старого и нового госта поможет приведенная ниже таблица зернистости шкурки.

Как видим, основная разница заключается в направлении движения номеров в маркировке. В старом госте значения крупности зерен и их плотности уменьшаются. В международной классификации номер шкурки увеличивается при уменьшении размера зерен.
Наждачная бумага - самый распространенный материал для шлифовки различных поверхностей. Есть множество ее видов и марок. Не разобравшись в них, вы рискуете повредить шлифуемый материал или сам абразив - со мной это случилось однажды на заре туманной юности.
Что такое наждачная бумага?
Наждачная бумага - это гибкий шлифовальный материал . Ее также называют шлифовальной, наждачной шкуркой или просто наждачкой. Изготовлена она из бумажной или тканевой основы и приклеенного на нее слоя абразивных зерен.

Наждачка предназначена для обработки поверхностей из бетона, дерева, кирпича, металла, пластика, стекла и прочих поверхностей. С ее помощью можно:
- удалять старые покрытия (например, лак) и их остатки;
- подготавливать основания под грунтовку и покраску;
- убирать сколы и заусенцы со срезов разных материалов;
- выравнивать, шлифовать, полировать поверхности.

Абразивы для производства наждачки
Природный наждак - это смесь магнетита и корунда. Сейчас он при производстве абразивов практически не используется.

- Карборунд (карбид кремния) и электрокорунд (оксид алюминия ) - чаще всего используются для производства шлифовальной шкурки. Получают их искусственным путем.
- Боразон (эльбор), синтетический алмаз и гранат применяются реже.
Электрокорунд

Оксид алюминия наиболее распространенный абразив. Это твердые кристаллы, у которых на изломе есть острые грани:
- Синтезируют электрокорунд восстановительным плавлением шихты в дуговой печи. Сырье состоит из железных опилок, агломерата бокситов и малозольных углеродистых материалов.
- У оксида алюминия прекрасная режущая способность. Он может выдерживать высокое давление.
- Нередко в шихту при плавлении добавляются легирующие присадки. Они улучшают характеристики электрокорунда. Так, оксид хрома повышает прочность и абразивные качества материала. Оксид алюминия можно определить по рубиновому тону.
Карборунд

- Карбид кремния получают, спекая графит и кремнезем в электрической печи Ачесона. Это кристаллы разной формы, грани у которых очень острые.
- Карборунд более твердый, чем электрокорунд . Но хрупкость у него выше.
- От давления в ходе шлифования кристаллы раскалываются. При этом создаются новые режущие кромки. Эта особенность карборунда сохраняет работоспособность наждачки долгое время и пресекает засорение абразивного слоя.
Шлифовальная бумага с абразивом из карборунда лучше всего подходит для обрабатывания пластика и стекла. Также ее можно использовать для металла.
Эльбор и искусственный алмаз

У алмаза наивысшая твердость из всех известных веществ . Эльбор ему чуть проигрывает в твердости, в 3 раза превосходит по ней карборунд и в 4 раза электрокорунд. Зато эльбор по температурной стойкости превосходит алмаз.
Недостаток этих абразивов - их высокая цена . Поэтому для изготовления наждачной шкурки они используются редко.
Гранат

Гранат сравнительно мягкий минерал . Его твердость по шкале Мооса составляет 6,4-7,5 единиц. Поэтому абразив из граната используется для обработки мягких оснований и материалов. В большинстве случаев, это древесина.
Недостаток гранатовой шкурки - быстрое изнашивание.
Достоинство - у абразивного слоя одинаковая зернистость. Поэтому такая наждачка шлифует более гладко, чем материалы с иными абразивами.
Классификация наждачной бумаги

Самая важная характеристика шлифовальной шкурки - зернистость . Предназначение наждачки может быть разным:
- полировка,
- шлифование,
- грубое предварительное обдирание.
Исходя из него, диаметр зерен может варьироваться от 3 мкм - для тонкой полировки, до 1 мм - для самых грубых работ.

Зернистость наждачной шкурки регламентирует международный стандарт ISO №6344 (FEPA). Его аналог в РФ - это ГОСТ Р №52381/2005, принятый в 2005 г.
По этим документам зернистость материала указывается литерой P и цифрой от 2500 до 12. Чем цифра выше, тем диаметр зерен меньше. Само число указывает количество проволок у сита на один дюйм.

В странах СНГ до сих пор используется еще советский ГОСТ №3647/80:
- По нему число указывает на минимальный диаметр зерен в микронах. После него ставится буква Н.
- На мелкой шкурке сначала ставят литеру М, далее идет цифра, обозначающая размер зерен в микронах.
В некоторых из стран действуют иные стандарты:
- В Канаде и США - American National Standards Institute (ANSI);
- В Китае - GB-2478;
- В Японии - Japanese Industrial Standard (JIS).
Марки шлифовальной бумаги по размеру зерен

Наждачка маркируется двумя буквенно-цифровыми группами . Печатаются они краской на обратной стороне рулона или листа. Первая из них говорит о зернистости материала. Виды наждачной бумаги по этому признаку представлены в таблицах.
Крупнозернистая бумага
Крупнозернистая шкурка предназначена для грубых работ.
| Крупнозернистая наждачная шкурка | |||
| Предназначение | Маркирование по ISO №6344 | Диаметр зерен в микрометрах | |
| Самая грубая работа | Р-22 | 80-Н | 1000-800 |
| Р-24 | 63-Н | 800-630 | |
| Р-36 | 50-Н | 630-500 | |
| Грубая работа | Р-40 | 40-Н | 500-400 |
| Р-46 | 32-Н | 400-315 | |
| Р-60 | 25-Н | 315-250 | |
| Первичное шлифование | Р-80 | 20-Н | 250-200 |
| Р-90 | 16-Н | 200-160 | |
| Р-100 | 12-Н | 160-125 | |
| Р-120 | 10-Н | 125-100 | |
| Окончательное шлифование мягких сортов древесины, старого окрасочного покрытия под окрашивание | Р-150 | 8-Н | 100-80 |
| Р-180 | 6-Н | 80-63 | |
Мелкозернистая шкурка

Более мелкая наждачная бумага предназначена для тонкой работы.
| Мелкозернистая наждачная шкурка | |||
| Предназначение | Маркирование по ISO №6344 | Маркирование по ГОСТу №3647/80 | Диаметр зерен в микрометрах |
| Окончательное шлифование твердых сортов дерева, шлифовка между покрытиями | Р-240 5 | М-63 и 5-Н | 63-50 |
| Р-280 | М-50 и 4-Н | 50-40 | |
| Полирование финишных покрытий, шлифование между окрасочными слоями, мокрое шлифование | P-400 | М-40 и 3-Н | 40-28 |
| P-600 | М-28 и 2-Н | 28-20 | |
| Шлифование пластика, металла и керамики, мокрое шлифование | P-1000 | М-20 и 1-Н | 20-14 |
| Самое тонкое полирование и шлифование | P-1200 | М-14 | 14-10 |
| P-1500 | М-10 и 0-Н | 10-7 | |
| P-2000 | М-7 и 01-Н | 7-5 | |
| Р-2500 | М-5 и 00-Н | 5-3 | |
Маркирование шкурки по государственному стандарту

Вторая маркировка указывает все данные о наждачке . Она может печататься краской или располагаться на ярлыке товара. Приведу пример: Л2Э600×40П125А25-Л1МА ГОСТ №13344/79. Расшифрую:
- Первая буква Л означает, что наждачная бумага листовая. Рулонный материал никак не обозначается.
- Цифра 2 указывает на вид бумаги. В нашем случае она предназначена для шлифования по металлу. Число 1 значило бы, что шкурка служит для обработки материалов с низкой твердостью.
- Буква Э показывает, что абразив наносился электростатическим методом. Литера М означала бы механический способ.
- 600×40 - это размеры листа, его ширина и длина в миллиметрах. Для рулонной шкурки ее ширина указывается в миллиметрах, а длина в метрах.
- Буквенно-цифровая группа Л1 говорит об основании материала. В нашем случае - это стойкая к влаге бумага.
- Маркировка П2 - это основание из бумаги 0-200.
- Стойкая к влаге бумага обозначается М, Л1 и Л2.
- Не устойчивая к воде бумага маркируется П1 и П11.
- Основа из ткани саржи обозначается С2Г, С1Г, С1, У2Г, У1Г, У2 и У1.
- Ткань полудвунитка маркируется буквой П.
- Буквенно-цифровая группа 25А говорит о типе и марке абразива. В нашем случае - это белый электрокорунд. Он также может обозначаться, как 24А.
- Маркировка 15А указывает на нормальный электрокорунд.
- 45А и 43А - моно-корунд.
- 55С, 54С и 53С - черный карборунд.
- 62С, 63С и 62С - зеленый карбид кремния.
- 81Кр - кремень.
- 71Ст указывает на абразив из стекла.

- Цифра 25 говорит о диаметре зерен основной фракции абразива в микрометрах.
Мелкозернистая шкурка маркируется в этой части буквенно-цифровой группой от М3 до М63.
- -Н указывает на содержание основной фракции абразива. В нашем случае - это 55 процентов.
- Буква В будет указывать на 60%.
- Литера Д - на 41 %.
- Буква Н - на 45%.
- Следующая литера говорит о том, каким составом приклеен абразивный материал. В моем примере - это М. Значит, был использован мездровый клей.
- Буква С будет указывать на синтетический состав.
- К означает комбинированную смесь мездрового и синтетического клея.
- ЯН-15 указывает на янтарный лак.
- СФК обозначает фенолформальдегидную смолу.
- Последняя буква показывает класс шкурки по износостойкости в привязке к наличию дефектов. В моем примере это класс А - менее 0,5 % дефективной поверхности материала.
- Буква Б означает менее 2%.
- Литера В говорит о менее 3 % дефектов на бумаге.
- ГОСТ №13344/79 указывает на стандарт, по которому сделан материал. По нему производится влагостойкая наждачка. Не стойкий к воде материал выпускается по ГОСТу №6456/82.
Классификация по методу распределения абразива

- Полуоткрытая и открытая насыпка . При таком способе распределения абразив покрывает от 60 до 40% основы. Подобная насыпка исключает заполнение промежутков между зернами шлифовальными отходами. Комки на шкурке не образуются.
Наждачная бумага с открытой и полуоткрытой насыпкой оптимальна для шлифовки мягких и рыхлых материалов. Например, смолистых сортов древесины, шпаклеванных поверхностей.

- Сплошная (закрытая) засыпка . При таком методе абразив наносится на всю основу. Такая наждачка оптимальна для шлифовки твердых материалов. Например, твердых сортов древесины, металлов.
Материалы основы наждачной шкурки
Вид наждачной шкурки зависит и от материала ее основы.
Бумажная основа

Бумага для абразивного материала должна быть максимально прочной. Так она будет дольше выдерживать механические нагрузки. Классифицируется бумага, исходя из плотности в граммах на квадратный метр. Принята такая классификация по ISO №6344. Маркировка осуществляется буквами.

Бумага может быть обыкновенной и влагостойкой. Ее водостойкость может увеличивать и используемый для абразива клей.
Плюсы:
- невысокая стоимость;
- при шлифовании она не удлиняется;
- поверхность бумаги дает возможность наносить на нее мельчайшие зерна абразива.
Минусы:
- низкая прочность;
- невысокая износоустойчивость.
Тканевая основа

В виде основы для наждачки чаще всего применяются полиэстер или хлопок. Их пропитывают полиэфирными смолами. Пропитка придает материалу влагостойкость и увеличивает его прочность.
Прочность на разрывание и эластичность - это главные характеристики тканевых основ. По этим параметрам они делятся на четыре класса:
- Ткани группы J - применяются для финишной шлифовки профилей и краев.
- Класс Х - используется для тяжелых и грязных работ.
- Ткани групп Y и W - применяют, если нужна максимальная прочность абразивного материала. Например, при промышленной шлифовке облицовочных панелей.
Подбирая шкурку на тканевой основе, предпочтите ее максимально жесткий вид - такой, какой позволит предстоящая шлифовка и форма ошкуриваемой поверхности. От жесткости основы зависит долговечность абразивного материала.
Достоинства:
- повышенная прочность;
- высокая износоустойчивость;
- влагостойкость.
Минусы:
- относительная дороговизна;
- при шлифовании удлиняется.
Для производства некоторых видов наждачной бумаги используется композитный материал. Он состоит из бумаги, склеенной с тканью.
Основа из фибры

Фибровая основа предназначена для производства шлифовальных кругов. Ее производят, обрабатывая хлористым цинком целлюлозу. В итоге получается плотный и твердый материал.
Недостаток фибры - она невлагостойкая, так как сильно впитывает воду.
Производство шлифовальной шкурки
При производстве наждачки используется два метода нанесения абразивного материала.
Методы нанесения абразивных зерен

- Электростатический способ. Заряженный отрицательно абразивный материал притягивается в электростатическом поле к нанесенному на основу клеевому слою. Под воздействием поля частицы вдавливаются в вяжущее вещество. Зерна размещаются вертикально и смотрят острием вниз.
Достоинство метода - абразивный слой, созданный электростатическим путем, более агрессивен. Он дает возможность сошлифовывать больше материала (по сравнению с механически созданным абразивным слоем) при одинаковых физических усилиях.

- Механический способ. Абразивные частицы под действием гравитации падают на клеевой слой, нанесенный на основу. Располагаются они в случайном порядке.
Недостаток метода - абразивный слой, созданный механическим путем, менее агрессивен.
Клеевые составы
Для производства шлифовальной шкурки используются синтетические и натуральные клеи разных марок. Тип вяжущего вещества влияет на прочность и режимы использования наждачной бумаги.

Главные задачи клея - удерживать абразив на основании и отводить с него тепло в ходе шлифования. Прочность фиксации зерен в клеевом слое должна быть больше прочности самих частиц.
От вида клея зависят эластичность и жесткость шлифовальной шкурки и в некоторой степени влагостойкость. В вяжущее вещество производители часто добавляют специальные присадки. Они придают материалу определенные качества. Например, противозасаливающие, антистатические свойства.

- Эпоксидная, карбамидоформальдегидная и фенолоформальдегидная смолы, а также янтарный лак - самые распространенные типы синтетических клеящих составов.
- Мездровый клей - чаще всего применяемый натуральный состав. Шкурка, произведенная с его помощью, неводостойкая. Поэтому не годится для влажных работ.
Особенности использования материала
Шлифуя поверхности, соблюдайте универсальное правило: начинать обработку нужно с более грубой наждачной бумаги. Постепенно меняйте ее на шкурку с более тонким абразивным слоем.

- Очень грубый и грубый абразив используется для предварительной обработки древесины, удаления старого окрасочного слоя и очагов коррозии с металла.
- Очень тонкая и тонкая шкурка применяется для различных этапов чистовой шлифовки и полировки поверхностей.
- Для пластика лучше всего подходит наждачный материал с напылением из карборунда.
- Для влажной обработки нужно использовать водостойкий вид наждачной бумаги с абразивным слоем P-600/Р-400. Шлифование в водной среде дает возможность добиваться большей гладкости поверхности и пресекает пылеобразование.
Для ручной обработки объемных поверхностей сложной и криволинейной формы удобнее всего зафиксировать наждачку на толстом отрезе мягкой резины.

Небольшая инструкция:
- Чтобы работать со шлифовальной бумагой было комфортнее, оберните ее вокруг бруска. Он может быть из любого подходящего материала - пенопласта, пластика или дерева;
- Предварительно приклейте или прибейте к бруску кусок пористой резины либо войлока.
С таким нехитрым приспособлением качество вашей работы вырастет. Вы сможете контролировать нажим при шлифовании, а производительность увеличится.
Машинное применение
Наждачная бумага служит расходным материалом для таких устройств:
- Плоскошлифовальная (вибрационношлифовальная) машина . На ее рабочей части прямоугольные листы шкурки фиксируются на липучке либо в зажимах. Устройство может иметь отвод для пылесборника.

- Дельташлифовальная машина . Ее треугольная форма напоминает греческую букву Δ (дельта). Приспособление дает возможность шлифовать поверхности на труднодоступных участках. На нем листы наждачки в виде треугольника фиксируются на липучке. Устройство оснащается отводом для пылесборника.
- Орбитальная (эксцентриковая) шлифмашина . На ней шкурка в виде круга фиксируется на липучке. У машины есть отвод для пылесборника.
- Углошлифовальная машина (болгарка) и электродрель с дополнительной насадкой . Наждачные круги на опорной тарелке фиксируются липучкой. Или имеют в центре отверстие под зажимную шайбу. У такого инструмента нет отвода для пылесборника.
- Универсальный вибрационный резак . На его опорной платформе треугольные листы шлифовальной бумаги фиксируются липучкой. У машины нет отвода для пылесборника.

Трудно назвать вид изделий домашней мастерской, изготовление которых обходилось бы без недорогой малозаметной, но весьма важной вещи — наждачной бумаги.
Столярные и слесарные работы, ремонт и художественное творчество-везде нужны небольшие шершавые квадратики, круги или кольца на бумажной или тканевой основе.
Что такое наждачная бумага
Наждачная бумага, которую также называют наждачка или шкурка — представляет собой лист гибкого материала, на который нанесена и приклеена абразивная крошка.
Применяется в самых различных отраслях производства и быта для выравнивания, очистки и шлифования поверхностей изделий из разных материалов — от металла и дерева до пластмасс и кожи.
Изготовление
Изготовление такой, казалось бы, простой вещи, как полоска бумаги с абразивной обсыпкой, представляет собой достаточно сложный технологический процесс и требует соответствующего оборудования и подготовки работников. На первом этапе на ленте основы печатают характеристики будущей наждачки с таким расчетом, чтобы они повторялись через расстояние, равное ширине ленты.
Далее проводят пропитку ленты компонентами для придания ей водостойкости. На следующем агрегате на поверхность основы наносят клей. Далее на слой связующего материала наносят предварительно просеянную и откалиброванную абразивную крошку. Следующий этап — сушка в печи, там клеевая масса, реагируя на температуру, запекается и прочно присоединяет абразив к основе. Далее проходит нанесение закрепляющего слоя и финальная просушка.
Последняя операция — нарезка готовой ленты на прямоугольные листы или листы другой формы для изготовления абразивных лент, их склейка, сушка и упаковка.
Форма выпуска
Абразивная бумага выпускается в рулонах для производственных нужд и нарезанная на прямоугольные листы — для бытовых применений. Кроме того, для эксцентриковых шлифовальных машин выпускают шлифовальную бумагу в форме круга, а для ленточных шлифовальных машин — наждачку в форме кольца.
Выпускают также обычную и водостойкую шлифовальную шкурку. Водостойкая применяется для удаления старой краски и выпускается на тканевой основе с соответствующей пропиткой.
Маркировка наждачной бумаги
Для разных видов работ выпускают сильно различающиеся по своим свойствам и стоимости марки абразивной бумаги. Чтобы выбрать подходящую марку и не переплатить, стоит разобраться в ее маркировке.
Существуют две основные системы маркировки наждачной бумаги — европейская и по ГОСТ. В ГОСТе использовался принцип уменьшения значений по мере уменьшения размера зерна, и самая мелкая шкурка называлась «нулевка».
В европейской же системе, наоборот, самому мелкому зерну соответствуют большие значения — от P2500 до P1200, а крупнозернистая шкурка будет иметь индексы P36 или P22.
Кроме того, важна маркировка по типу засыпки. Сплошная засыпка применяется в бытовом, ручном использовании, а засыпка плотностью около 50% поверхности больше подходит для промышленного применения и использования в шлифовальных машинах.
Влияние материала основы на зернистость
Прочность и износостойкость материала основы определяют максимальный размер зерна, совместимый с ней. Тканевая основа является наиболее прочной, износостойкой и влагостойкой. На ней делают крупнозернистую наждачку и ленты для шлифовальных машин.
Бумажная основа, несмотря на пропитку, обладает низкой прочностью и быстрее изнашивается, поэтому она подходит лишь для средне и мелкозернистого абразива
Разновидности наждачки по методу изготовления
Существуют различные методы нанесения абразивного порошка на основу. Самые распространение из них — это механический и электростатический.
Купершлак (абразивный порошок)
При механическом методе нанесения частицы абразива свободно падают на смазанную клеем основу, а излишки порошка удаляются и подлежат повторному использованию. Этот метод чаше используют для производства наждачки большой зернистости.
В случае электростатического метода частицы абразива и лента основы подвергаются электризации с противоположной полярностью. По законам физики разноименные заряды притягиваются, и частицы абразивного порошка прилипают к основе.
Применение наждачной бумаги в зависимости от ее зернистости
В зависимости от зернистости для работы по дереву применяют следующие виды наждачной бумаги:
- Крупная. Имеет индекс зернистости 12-80 и используется для грубой обработки, удаления остатков старых лакокрасочных покрытий и въевшихся загрязнений. Крупные зерна оставляют на материале заметные следы, на следующем этапе потребуется доработка мелкозернистой бумагой.
- Средняя. Индекс зернистости от 80 до 160. Используется для выравнивания поверхности после черновой обработки.
- Мелкая. Индекс зернистости — от160 до 1400. Используется для чистовой обработки, шлифовки и полировки поверхности.
Виды абразива для наждачной бумаги
В качестве абразивного порошка для наждачной бумаги применяется:
Гранат – зерна естественного происхождения, относительно мягкие, применяются для мелкой наждачной бумаги и лучше всего подходят для шлифовки дерева.
Керамический абразив характеризуется повышенной твердостью и используется для снятия тонкого слоя дерева и выравнивания деревянных поверхностей. Подходит для изготовления лент для шлифмашин.
Окись алюминия имеет повышенную хрупкость и одновременно высокую адгезию к основе. Зерна во время работы ломаются, их кусочки выкрашиваются, что способствует образованию новых острых граней на зернах и повышает срок службы ленты.
Советы по применению наждачки в зависимости от зернистости
В зависимости от зернистости наждачной бумаги можно посоветовать следующее ее применение в различных отраслях деятельности:
- Строительные и отделочные работы. Выравнивание поверхностей стен и потолков от потеков шпатлевки и следов от шпателя. Удаление прежнего лакокрасочного покрытия перед новой покраской. Среднее и мелкое зерно.
- Авторемонт — подготовительные работы по кузовным элементам перед их окраской. Весь диапазон зернистости — от крупной до самой мелкой.
- Работы по дереву — выравнивание граней, шлифовка пред нанесением краски или лака.
- Изготовление и починка с мебели средняя и мелкая.
Кроме прямого назначения, домашние умельцы приспособили шкурку к таким задачам, как:
- Очистка загрязнений в швах кафельной плитки сложенным пополам листом — среднее зерно.
- Заточка иголок — мелкое зерно.
- Выравнивание поверхности разделочной доски от следов ножей и тесаков. Крупное и среднее зерно.
- Обновление вытертых мест на замшевых изделиях — самое мелкое зерно.
Материалы основы наждачной шкурки
Как упоминалось в разделе о производстве наждачной бумаги, в качестве основы применяется бумага, ткань и фибра.
Бумажная основа
Это самый дешевый, но и самый непрочный и быстроизнашивающийся материал. На бумажной основе выполняются все мелкозернистые и часть среднезернистых наждачек.
Наждачная бумага на тканевой основе получается более износостойкая и более прочная.
Тканевая основа также обеспечивает большую гибкость, что делает ткань незаменимой основой для изготовления кольцевых лент для шлифовальных машин.
Основа из фибры
Эта основа изготавливается из целлюлозы, пропитываемой хлоридом цинка. После высыхания и формовки образуется твердая и прочная нетканая основа для фибровых абразивных дисков. Фибровая основа сильно поглощает влагу, поэтому на ее основе изготавливают только неводостойкую шкурку.
Классификация наждачной бумаги
По величине зерна наждачная бумага делится на два больших класса мелкозернистая, начинающаяся от наждачной бумаги-нулевки и крупнозернистая.
Крупнозернистая бумага
Крупнозернистая наждачная бумага служит для грубого выравнивания поверхностей и даже снятия с них тонкого слоя материала с целью доведения до нужного размера.
Еще одно назначение крупнозернистой шкурки — удаление старых лакокрасочных покрытий, ржавчины и других твердых загрязнений.
Мелкозернистая наждачная бумага предназначена для повышения качества поверхности, удаления шероховатостей, окончательной шлифовки и подготовки ее к дальнейшей обработке и нанесению различных покрытий.
Производство шлифовальной шкурки
В производстве шлифовальной шкурки используются различные методы и материалы.
Клеевые составы
В качестве связующего слоя, в зависимости от зернистости и назначения, применяют различные связующие материалы.
Параметры клеевого слоя во многом определяют такие характеристики готового продукта, как эластичность, прочность и водостойкость
К наиболее широко используемым относятся различные формальдегидные смолы – они обеспечивают высокую прочность, эластичность и влагостойкость.
Клеевая масса на основе натурального мездрового клея недорога, но не обладает водостойкостью.
Особенности использования материала
В процессе шлифовки поверхностей происходит последовательная смена зернистости от более крупных к более мелким зернам. Рекомендуется при каждой смене шкурки повышать значение индекса зернистости не более чем на сто единиц. Это позволит качественно зашлифовать грубые следы от предыдущей бумаги и в то же время не затормозить всю работу.
При переходе к влажной шлифовке следует выбирать водостойкие марки наждачной бумаги на тканевой основе с индексом от 400 до 800.
Следует помнить, что срок хранения шкурки обычно не превышает двух лет, после чего основа может потерять эластичность, а абразив — частично начать осыпаться. Проверить качество бумаги можно несложным тестом: если наждачную бумагу на водной основе сложить пополам, то годная сложится, а просроченная сломается на месте сгиба.
Для тканевой основы применяют тест на разрыв: если надорвать просроченную шкурку, то она рвется с характерным треском.
Чистка и шлифовка
После сборки деревянного изделия его поверхность требуется выровнять и зашлифовать. Обработке подлежат торцевые спилы, места выборки пазов рубанком, следы столярного клея, места, где откололись небольшие щепки, торчащие волокна в местах продольного распила или распила под углом.
При подготовке поверхности для обработки морильными жидкостями или покрытия лаком для шлифовки потребуется применение самой мелкой шкурки. Рекомендуется также подвергнуть шлифовке мелкозернистыми марками и фанерные изделия, несмотря на кажущуюся ровность их поверхности. Мельчайшие неровности, невидимые глазом, после лакировки приобретут рельеф и отличную видимость.
Цикля ее правка и работа ею
Некоторые мастера после шлифовки деревянной поверхности проводят чистовую обработку циклей – остро заточенным прямоугольным металлическим ножом кромкой, заточенной под углом 90 градусов.
Циклей проводят по направлению волокон древесины, держа ее под тупым углом к поверхности.
Острение цикли
Во время работы, особенно с плотными сортами древесины, цикля довольно быстро тупится. Для ее заточки используют специальные бруски 20*60 миллиметров, в которых циклю и зажимают в тисках. Напильником проводят попеременно от себя и к себе, затачивая циклю под нужным углом.
Важно обеспечить правильный поперечный профиль цикли — середина должна плавно возвышаться над краями приблизительно на полмиллиметра.
Заточить циклю модно и на оселке — этот способ требует отработанного навыка, твердой руки и хорошего глазомера.
Для шлифовки, выравнивания древесины, металла, камня, пластика применяют абразивные материалы. Для ручной доводки или с использованием шлифовальных ручных машин, нужна наждачная бумага. Это такой материал с шершавой поверхностью. Степень «шершавости» определяет зернистость наждачной бумаги. Что это такое и как выбирается, какие еще разновидности наждачки могут быть, как ее выбирать. Обо всем этом читаем дальше.
Что такое наждачная бумага
Наждак, шлифовальная шкурка (или просто шкурка), шлифшкурка, абразивная или наждачная бумага — это все названия одного и того же материала. Этот материал представляет собой абразив на гибкой основе для ручной или аппаратной обработки различных материалов. Есть наждак для металла, древесины, пластика, стекла. Применяют иногда и для обработки штукатурки и шпатлевки, но для этих целей удобнее может быть шлифовочная сетка. Она не так забивается.
Наждачная бумага, шлифовальная шкурка или бумага, наждак, шлифшкурка — это все об этом материале
Абразив для шкурки — это небольшие частицы жестких материалов разного размера. Эти частицы называют зернами, а их размер — зернистостью. Они приклеиваются на гибкую основу. Чаще встречается шлифовальная/абразивная шкурка на бумажной основе. Это самый дешевый вид, но не самый прочный. Тканевая основа более надежна, но может тянуться, что тоже не всегда удобно при работе. Наждак на полиэтиленовой основе — водостойкий шлифовальный материал. Это наиболее дорогой вид, но можно работать даже в воде. Для мокрой обработки также применяется наждак на водопрочной бумаге.

Применяют наждачную бумагу для обработки металла, древесины, пластика, стекла
Наждачную бумагу применяют для устранения неровностей и дефектов, для получения гладкой поверхности, шлифовки и полировки. Так что обработка наждаком может быть грубой или тонкой. Под грубой понимают устранение краски или ржавчины, заусенцев, первичное выравнивание поверхности. Для этой работы применяют материал с крупным (от 500 мкм до 1 мм и более) и средним (от 200 мкм до 500 мкм) зерном. Получение ровной и гладкой поверхности — шлифовка, полировка — это уже тонкая или финишная обработка. Для этого типа работ применяют шкурку с мелким зерном (менее 200 мкм).
Формы выпуска и виды
Привычная нам форма выпуска — в рулонах или листах. Листовая может быть на основе картона, а может быть на плотной бумаге. Чаще всего она более жесткая, чем рулонная. Рулонную чаще применяют на ленточных шлифовальных машинах, да и при ручном использовании тоже. Кроме того, есть следующие виды абразивных материалов:

Есть еще шлифовальные губки. Это абразив, который нанесен на вспененный полиуретан. Этот тип абразива применяют для доведения до гладкости поверхностей с пазами, резьбой, углублениями. Абразивные частицы могут наноситься на одну, две или четыре стороны губки. Могут быть одного размера или разного. Но обычно, это мелкое зерно, просто разной степени «мелкости». Губки более удобны, так как принимают любую форму, кроме того их можно промыть от пыли и высушить. Количество промывок не ограничено. От мытья они не страдают, можно применять пока зерно не осыпалось. А это зависит от качества.
Виды зернистости наждачной бумаги
Как уже говорили, зернистость наждачной бумаги — это размеры фрагментов абразива. Измеряются они в микрометрах. Самое малое зерно, которое встречается в наждачной бумаге, имеет всего 3-5 мкм, самое крупное — 1000 мкм (это 1 мм). По размерам зерна различают мелкозернистый и крупнозернистый абразив.

Обычно нас интересует только размер зерна или зернистость наждачной бумаги
Стандарты России
Для того чтобы можно было понять, какой конкретно материал перед вами, размеры абразивного зерна указываются в маркировке. Но с ней не все так просто. Во времена СССР был введен ГОСТ (3647-80), обозначение согласно которому существует до сих пор, хотя в 2005 году ввели новый стандарт (ГОСТ Р 52381-2005), который разработан на основе общеевропейских норм. Разница между старым и новым ГОСТом существенная.

Такой способ маркировки применяют в некоторых странах постсоветского пространства
- По старому стандарту
прописывается минимальный размер зерна. То есть чем больше число, тем крупнее зерно. Но надо иметь в виду, что часть зерен меньше. Кроме того, маркировка (буквенное обозначение) для крупного и мелкого зерна разная. Это стоит помнить.
- Для крупнозернистого наждака , зернистость наждачной бумаги указывается в микронах , а после него пишут букву Н с дефисом перед ней — «Н». Например, 63-Н , Это значит, что минимальный размер зерна на наждаке будет 63 микрона или 630 микрометров (мкм). Но там же будут частицы более крупного размера. Насколько крупнее? Чуть меньше предыдущей марки. В данном случае крупнее 63-Н только 80-Н, то есть зерно будет чуть меньше 800 мкм. Второй пример — 6-Н. Размер зерна не более 6 микрон или 60 мкм, а самые крупные будут не более 80 мкм (так как предшествующая марка 80-Н).
| Маркировка зерна наждачной бумаги по ГОСТ 3647 | Маркировка ISO 6344 (ГОСТ 52381-2005 Россия) | Размер зерна в микрометрах (мкм) | Область применения и виды работ |
|---|---|---|---|
| 80-Р | Р22 | 800-1000 | Черновая обработка стали, другого металла, древесины, удаление ржавчины, заусенцев |
| 63-Н | Р24 | 630-800 | |
| 50-Н | Р36 | 500-630 | |
| 40-Н | Р40 | 400-500 | Грубые работы по дереву, первичная шлифовка древесины |
| 32-Н | Р46 | 315-400 | |
| 25-Н | Р60 | 250-315 | |
| 20-Н | Р80 | 200-250 | Сглаживание, Первичная шлифовка. Штукатурки, древесины, металла |
| 16-Н | Р90 | 160-200 | |
| 12-Н | Р100 | 125-160 | |
| 10-Н | Р120 | 100-125 | |
| 8-Н | Р150 | 80-100 | Снятие краски, шлифовка металла и мягких пород древесины, подготовка к шлифовке твердых пород древесины |
| 6-Н | Р180 | 63-80 |
- При маркировке мелкозернистой шлифовальной шкурки размер зерен указывается в микрометрах , а после цифры ставят букву «М » (без дефиса). Пример: 14М. Это значит, что максимальная зернистость наждачной бумаги 14 микрометров, но есть и более мелкое зерно размером до 10 мкм.
- По новому стандарту (ГОСТ Р 52381-2005) зернистость наждачной бумаги указывается по числу волокон сита, через которое просеивается абразив. Получается тут чем меньше число, тем крупнее зерно. Перед цифрой ставят букву «Р».
| Маркировка наждачной бумаги по ГОСТ 3647-80 | Маркировка наждачной бумаги ISO 4344 (ГОСТ 52381-2005 Россия) | Размер зерна шлифовальной шкурки в микрометрах (мкм) | Для каких работ использовать |
|---|---|---|---|
| 5-Н или М 63 | Р240 | 50-63 | Выравнивание перед покраской и начало шлифовки твердых пород |
| 4-Н или М 50 | Р280 | 40-50 | |
| Н-3 или М 40 | Р400 | 28-40 | Окончательное выравнивание под покраску, шлифовка древесины |
| Н-3 или М28 | Р600 | 20-28 | |
| Н-1 или М20 | Р1000 | 14-20 | Шлифовка металла, пластика, керамики, мокрая доводка до гладкости древесины |
| М14 | Р1200 | 10-14 | |
| Н-0 или М10 | Р1500 | 7-10 | Сверхтонкая полировка металла, доводка до глянца пластика, древесины |
| Н-01 или М7 | Р2000 | 5-7 | |
| Н-00 или М5 | Р2500 | 3-5 |
Как видите, уже довольно запутано. Еще стоит сказать, что по старому стандарту мелкозернистый наждак может иметь двойное обозначение — с буквами М и Н — как в таблице. Причем, чаще в ходу были именно варианты в микронах. Поэтому самое мелкое зерно — 5М или 00-Н — называют часто нулевкой. Это потому что оно имеет размер 3-5 микрометров. По правилам округления это можно считать нулем. Отсюда и пошло это название.
Таблицы соответствия стандартам других стран
Как видим, ситуация непростая. А есть еще Американский ANCI (США и Канада), Европейский FEPA или другое его название ISO 6344, Японский JIS и Китайский GB2478. Причем на рынке можно встретить материал практически из всех этих стран/частей света. Так что желательно иметь хоть какие-то данные. Наиболее часто встречающиеся приведены в таблицах.


Зернистость наждачной бумаги по стандартам разных стран: мелкозернистая
Обратите внимание, рядом с каждой колонкой прописаны размеры зерен в микрометрах (мкм). Размеры отличаются. Для работы это может быть важно.
Маркировка наждачной бумаги
Маркировка наждачной бумаги — набор букв и цифр, в которой закодирована полная информация о типе основы, абразива, способа нанесения, состава и размеров зерна. Зернистость мы уже рассмотрели. Это параметр стоит в конце ряда букв и чисел. С ним более-менее понятно. А вообще, маркировка наждачной бумаги отображает следующие данные (начиная с первого знака):
- из какого материала сделано зерно;
- основа шкурки;
- связующее, которым зерно приклеено к основе;
- способы нанесения зерна;
- тип основы (бумаги или ткани);
- водостойкость (если неводостойкая, никакого значка нет);
- зернистость наждачной бумаги.

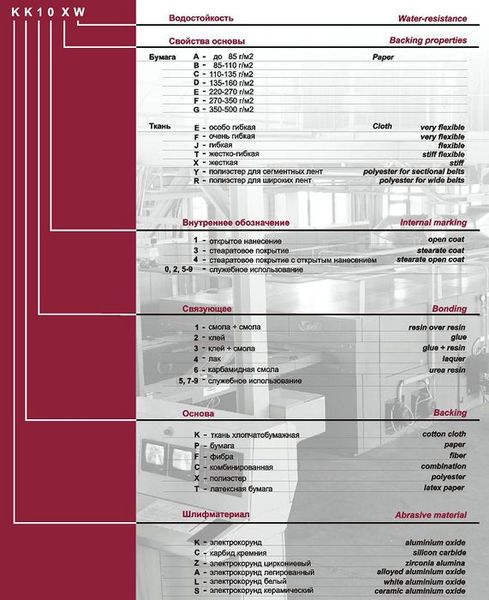
Давайте разбираться с остальными характеристиками, которые зашифрованы в маркировке. Буквы тут стоят латинские. Давайте для примера разберем, что значит следующая маркировка: KK19XW. Итак:
- первая K — тип абразива — нормальный электрокорунд;
- вторая K — основа — хлопчатобумажная ткань;
- 1 — двухслойное нанесение связующего (смола + смола).
- 9 — тип нанесения неясен;
- Х — тип текстиля — жесткий.
- W — обозначает то, что материал водостойкий.
Виды абразива
Первая буква в маркировке обозначает материал, из которого сделан абразив. Именно абразивный материал отвечает за то, сколько усилий надо прилагать при обработке. Чем прочнее он, тем дольше можно работать одним куском шкурки. К сожалению, тут справедливо правило — чем лучше, тем дороже.

Если глядя на фото, вы решили, что наждак подкрашен, то зря. Разные цвета ему придают различные добавки, применяемые при изготовлении веществ для абразива. Другое дело, что чаще всего мы видим коричневую, серую или темно-серую шкурку для шлифовки. Они просто самые дешевые и наиболее ходовые.
Виды основы
Основа шлифовальной шкурки — это материал, на который наклеен абразив. Этот материал определяет степень гибкости, устойчивость к деформациям. Также от основы зависит, для сухой или влажной шлифовки можно использовать этот тип шкурки.
В маркировке вид основы зашифрован второй буквой.

Если говорить об основе, то наиболее дешевый наждак на основе бумаги. Его обычно применяют для ручной обработки или закрепляют на ручном держаке. Для шлифмашин чаще берут тканую основу. А вот хлопок или полиэстер — это уже на ваш выбор. Кому что больше нравится.
Связующее
На третьей позиции в маркировке шлифовальной шкурки стоит цифра, которой закодирован способ закрепления абразива на основе. Используют клей или полимерные смолы, их комбинации. Клей хорошо «сцепляется» с абразивом и основой. Однослойное нанесение связующего (на маркировке цифра 2 в соответствующей позиции) применяют там, где наждак не подвергается сильной нагрузке.

Способы приклеивания абразива к основе. Применяется клей или смола, их сочетания в разном порядке
Для более прочного удержания зерен, поверх клея наливается второй слой. Чаще всего это смола (фенольная или любая другая). Получается связка — клей + смола (цифра 3 в маркировке). Второй слой связующего делает наждак более устойчивым к истиранию.
Есть еще вариант — смола+смола (это 1 в кодировке). То есть, и первый, и второй слой делают из бакелитовой смолы. Стоимость такого варианта выше, что обусловило ее область использования — производства.
Способ нанесения и насыпки зерна
Есть два способа нанесения зерна на первичный слой связующего: свободный и электростатический. При свободном, частицы абразива просто насыпаются. Они лежат в свободном порядке, их направление случайно. При электростатическом способе засыпки зерна, бумагу пропускают через электрическое поле. В результате зерна имеют одинаковую ориентацию, что делает поверхность более шероховатой.

Наносится абразив разными способами
Кроме того, есть два типа насыпки зерна: открытая и закрытая. Отличаются они количеством частиц на единицу площади. При открытой засыпке острые фрагменты расположены на расстоянии друг от друга, видна (открыта) основа. Такая бумага хороша при работе с рыхлыми материалами. Например, с древесиной. Древесная пыль просыпается, абразив не забивается.
Закрытая засыпка зерна на наждаке более плотная. Частицы абразива лежат одна возле другой, основа практически закрыта, не просматривается. Такой тип шлифовальной шкурки хорош для жестких материалов (стали, например).
Какой должна быть зернистость наждачной бумаги для работы
Как вы понимаете, для разной обработки материалов применяется разная шлифовальная шкурка. Речь сейчас не о форме выпуска, а о размере зерна, способе его нанесения. Тип абразива и способ нанесения имеет вторичное значение. Они больше влияют на долговечность использования материала. Но как обычно, лучше — значит дороже. Тут каждый уже выбирает сам. А вот размер зерна лучше подбирать под конкретные задачи.

Наждачка для шлифования дерева под покраску: выбор размера зерна
Какой наждачкой шлифовать дерево
Для того чтобы шкурка не забивалась, зерно должно быть нанесено с промежутками. Это открытый тип нанесения. В таком случае не придется часто ее «выбивать» или менять. Тип основы — бумага или ткань. Бумага дешевле, ткань дороже. Если есть , смотрите в рекомендациях к ней. Для обработки вручную, можно закрепить кусок на специальный держатель или прибить к бруску.

Как выбрать зернистость наждачной бумаги для обработки древесины
Рекомендации по выбору зернистости даны в таблице. Для первичной обработки, идет шлифшкурка от P40 до P80. Это придание формы, снятие толстого слоя. Теми же материалами снимаем лак и краску с древесины. Для подготовки дерева к покраске нужна уже P100 до P240. Для шлифовки после нанесения первого слоя лака, берем P360 или P400. А доведение до гладкости — собственно полировка и лакировка — это уже совсем мелкие P500 и выше. Вообще, полировка — это отдельная тема, и там надо пошагово шлифовать и наносить краску или лак. И с каждым разом зерно берут все более тонкое. А завершают полировку, вообще мягким полировочным (войлочным) материалом.
Каким наждаком обрабатывать металл
Для обработки металла придется брать более жесткие абразивные материалы, а значит и более дорогие. Обычный корунд справится с алюминием и его сплавами. Ими же обрабатывают чугун, бронзу и черную сталь. Для латуни нужен хотя бы циркониевый, но лучше титановый или легированный электрокорунд. А еще лучше — керамический. Еще обратите внимание — способ нанесения должен быть закрытым.

Для шлифовки и полировки металла нужен другой тип шкурки, а размеры зерна подбираем под вид работы
Принцип подбора зернистости тот же: для грубой обработки повышенная «шершавость» крупного зерна, чем тоньше обработка, тем мельче абразив. Для снятия ржавчины и выравнивания основных шероховатостей берут самую грубую наждачку. Чем тоньше слой, тем меньше размер зерна. Так что тут все логично. Но обратите внимание, что на каждый вид работы приходится два или три размера зернистости. Это не значит, что надо брать любой из указанных. Это значит, что для получения хорошего результата надо обрабатывать каждым размером. Хотя, если внешний вид вам не так важен, тогда можно и одним размером из рекомендованных.
Наждачная бумага для пластика, камня, керамики и стекла

Наждачная бумага для пластика: выбор зернистости
Для финишной доводки пластика и стекла, шлифовальная шкурка даже с самым маленьким зерном — та самая нулевка или P800 — будет слишком грубой. Она будет оставлять видимые царапины. Доводят до гладкости эти материалы при помощи пасты ГОИ и еще более тонких шлифовальных составов. Но это уже отдельная история и свои технологии.