Методика расчет производственной мощности предприятия. Правила расчета себестоимости продукции на производстве Как считать производственные затраты
Производственная мощность напрямую влияет на объем продукции, который может выпустить предприятие, т.е. на производственную программу, и потому является мощным стратегическим средством в конкурентной борьбе.
Что такое "производственная мощность"?
В общем виде производственную мощность можно определить как максимально возможный выпуск продукции в соответствующий период времени при определенных условиях использования оборудования и производственных ресурсов (площадей, энергии, сырья, живого труда).
В практике различают несколько видов производственной мощности :
- проектная;
- пусковая;
- освоенная;
- фактическая;
- плановая;
- входная и выходная;
- вводимая и выводимая;
- балансовая.
Производственная мощность , как правило, измеряется в тех же единицах, в которых планируется производство данной продукции в натуральном выражении (тонны, штуки, метры и т.д.).
Чем полнее во времени используется , тем больше продукции производится, тем ниже ее себестоимость, тем в более короткие сроки производитель накапливает средства для воспроизводства продукции и совершенствования самой производственной системы: замены оборудования и технологий, осуществления реконструкции производства и организационно-технических нововведений.
Какие факторы влияют на величину производственной мощности?
Величина производственной мощности обусловлена уровнем технологии производства продукции, ассортиментом и качеством продукции, а также особенностями организации труда, наличием необходимых ресурсов уровнем специализации и кооперирования и т.д. Неустойчивость факторов, влияющих на величину производственной мощности , порождает множественность этого показателя, поэтому они подлежат периодическому пересмотру. Ведущим фактором, влияющим на производственную мощность и определяющим ее величину, является оборудование.
Производственная мощность может изменяться в течение каждого планируемого периода. Чем больше планируемый период, тем выше вероятность таких изменений. Выделяют следующие основные причины изменения производственной мощности :
- установка новых единиц взамен устаревших или аварийных;
- износ оборудования;
- ввод в действие новых мощностей;
- изменение производительности оборудования в связи с интенсификацией режима его работы или в связи с изменением качества сырья;
- модернизация (замена узлов, блоков и т.п.);
- изменения в структуре исходных материалов, состава сырья или полуфабрикатов;
- продолжительность работы оборудования в течение планового периода с учетом становок на ремонт, профилактику, технологические перерывы;
- специализация производства;
- режим работы оборудования;
- организация ремонтов и текущего эксплуатационного обслуживания.
Какие данные необходимо иметь для расчета производственной мощности?
Для расчета производственной мощности Вам понадобятся следующие исходные данные:
- перечень и его количество по видам;
- режимы использования оборудования и ;
- прогрессивные нормы производительности оборудования и трудоемкости изделий;
- квалификация рабочих;
- намеченные номенклатура и ассортимент продукции, непосредственно влияющие на трудоемкость продукции при данном составе оборудования.
Каковы основные правила расчета производственной мощности?
При расчете производственной мощности Вы должны придерживаться следующих правил:
- Учитывайте все наличное оборудование независимо от его состояния: действует или бездействует из-за неисправности, находится в ремонте, в резерве или на реконструкции, простаивает из-за отсутствия сырья, энергии, а также монтируемое оборудование. Резервное оборудование, предназначенное для замены ремонтируемого, при расчете мощности учитывать не следует.
- При вводе новых мощностей предусматривается, что их эксплуатация начинается в следующем квартале после сдачи.
- Учитывайте эффективный максимально возможный фонд времени работы оборудования при заданном режиме сменности.
- Применяйте передовые технические нормы производительности оборудования, трудоемкости продукции, норм выхода продукции из сырья.
- Ориентируйтесь на наиболее совершенные способы организации производства и сопоставимые измерители работы оборудования и баланса мощностей.
- При расчете производственных мощностей на планируемый период исходите из возможности обеспечения их полной загрузки.
- Предусматривайте необходимые резервы мощностей для быстрого реагирования на изменения товарного рыночного спроса.
- При расчете величины мощности не принимайте во внимание простои оборудования, которые могут быть вызваны недостатками рабочей силы, сырья, топлива, электроэнергии или организационными неполадками, а также потери времени, связанные с ликвидацией брака.
Как рассчитать величину производственной мощности?
За основу расчета производственной мощности , как мы уже говорили, принимают проектные или паспортные нормы производительности оборудования и технически обоснованные нормы времени. Когда же установленные нормы работниками превзойдены, то расчет мощности производится по передовым достигнутым нормам, учитывающим устойчивые достижения.
В общем случае М определяется как произведение паспортной производительности оборудования в единицу времени Н и планового (эффективного) фонда времени его работы Т эф:
В свою очередь эффективный фонд рабочего времени оборудования Т эф определяется как календарный фонд времени Т кал (длительность года - 365 дней) за вычетом выходных и праздничных дней и времени между сменами Т нераб, а также времени простоя оборудования в планово-предупредительных ремонтах Т ппр и времени простоя оборудования по технологическим причинам (загрузка, выгрузка, чистка, промывка и т.д.) Т техн:
Определение конкретных значений производственной мощности осуществляется по каждой производственной единице (участок, цех) с учетом планируемых мероприятий. По мощности ведущей группы оборудования устанавливается производственная мощность участка, по ведущему участку — производственная мощность цеха , по ведущему цеху — производственная мощность предприятия . При установке производственной мощности Вы можете разрабатывать мероприятия по выявлению "узких мест" с целью достижения наилучшей сбалансированности производственных мощностей производственных структур предприятия, в т.ч. с помощью параллельно-последовательных методов обработки продукции
Как определить оптимальную величину производственной мощности?
Для определения наиболее оптимальной величины производственной мощности Вам необходимо ее обосновать. Самым распространенным методом экономического обоснования производственной мощности является анализ критической точки. Этот метод успешно применяется при планировании производственных мощностей. При использовании этого метода Вам необходимо построить график зависимости затрат и доходов от объема выпускаемой продукции на основе Ваших производственных данных:
Целью анализа является нахождение точки (в денежных единицах или единицах продукции), в которой затраты равны доходу. Эта точка является критической точкой (точкой безубыточности), от которой область прибыли лежит справа, а область убытков слева. Анализ критической точки предназначен для обоснования мощности путем отбора того объема выпуска продукции, который, с одной стороны, будет оптимальным с точки зрения его реализации на рынке, а, с другой стороны, будет обеспечивать наименьшие общие затраты при достижении наибольшего результата.
Можно ли небольшому предприятию увеличить производственную мощность без значительных финансовых вложений?
Разумеется, многие владельцы производственных предприятий располагают достаточно ограниченными финансовыми ресурсами и просто не могут себе позволить регулярно приобретать новое, более мощное и современное оборудование. Тем не менее, вопросы увеличения производственных мощностей необходимо решать и желательно с минимальными затратами. Поэтому рекомендуем Вам внимательно ознакомиться со следующей таблицей, в которой мы постарались перечислить различные способы увеличения производственной мощности, в том числе и не требующие значительных финансовых вложений.
|
За счет увеличения располагаемого фонда времени работы: |
За счет сокращения трудоемкости выпуска продукции: |
|
1. Увеличение количества единиц установленного оборудования. 2. Увеличение сменности работы оборудования. 3. Улучшение организации ремонта оборудования. 4. Сокращение производственных циклов. 5. Улучшение использования производственных площадей и пространства. 6. Рациональное планирование работ, устранение "узких мест" в производстве. 7. Углубление специализации, развитие кооперирования подразделений и предприятий. |
1. Совершенствование технологии изготовления продукции. 2. Повышение серийности производства. 3. Расширение унификации, нормализации, стандартизации продукции и ее компонентов. 4. Обновление и модернизация оборудования. 5. Повышение уровня технологической оснащенности производства. 6. Постоянное обновление и пересмотр норм времени. 7. Рациональная организация труда на рабочих местах. |
|
|
|
Расчет производственной мощности предприятия является важнейшим этапом обоснования производственной программы. На основе расчетов производственной мощности выявляются внутрипроизводственные резервы роста производства, устанавливаются объемы выпуска продукции и определяется потребность в увеличении производственных мощностей за счет технического перевооружения, реконструкции и расширения действующих и строительства новых мощностей.
Под производственной мощностью предприятия понимается максимально-возможный выпуск продукции в номенклатуре и ассортименте, предусмотренном планом продаж, при полном использовании производственного оборудования и площадей, с учетом прогрессивной технологии, передовой организации труда и производства.
Понятие "производственная мощность" и "производственная программа" в плановых расчетах не идентичны. Если первое показывает способность предприятия в определенных условиях выпускать максимальное количество продукции в натуральном выражении в определенный промежуток времени, то второе характеризует степень использования мощности в плановом периоде.
При планировании производственная программа, как и мощность предприятия, выражаются в одних и тех же натуральных (условно-натуральных) и стоимостных единицах.
Планирование производственной мощности основано на учете факторов, от которых зависит ее величина. При расчете мощности принимаются во внимание следующие факторы: структура и величина основных производственных фондов; качественный состав оборудования, уровень физического и морального износа; передовые технические нормы производительности оборудования, использования площадей, трудоемкости изделий, выход продукции из сырья; прогрессивность применяемых технологических процессов; степень специализации; режим работы предприятия; уровень организации производства и труда; фонд времени работы оборудования; качество сырья и ритмичность поставок.
Производственная мощность - величина не постоянная. Выбытие мощности происходит по следующим причинам: износ и выбытие оборудования; увеличение трудоемкости изготовления изделий; изменение номенклатуры и ассортимента выпускаемой продукции; уменьшение фонда времени работы; окончание срока лизинга оборудования. Эти же факторы действуют и в обратном направлении.
Планирование производственной мощности заключается в выполнении комплекса плановых расчетов, позволяющих определить: входную мощность; выходную мощность; показатели степени использования мощности.
Входная мощность определяется по наличному оборудованию, установленному на начало планового периода.Выходная мощность - это мощность на конец планового периода, рассчитываемая на основе входной мощности, выбытия и ввода мощности в течение планового периода. Планирование выпуска продукции осуществляется исходя изсреднегодовой мощности (Мс), рассчитываемой по формуле
где Мн - производственная мощность на начало планируемого периода (года); My - увеличение мощности за счет организационных и других мероприятий, не требующих капитальных вложений; Ч 1 , Ч 2 , Ч 3 , Ч 4 - соответственно число месяцев работы мощности; Мр - прирост мощности за счет технического перевооружения, расширения и реконструкции предприятия; М ун - увеличение (+), уменьшение (-) мощности в связи с изменением номенклатуры и ассортимента продукции, поступлением промышленно-производственных фондов от других предприятий и передачи их другим организациям, включая лизинг; М в - уменьшение мощности за счет ее выбытия вследствие ветхости.
Необходимо различать фактическую и проектную мощность. Их соответствие характеризуется степенью освоения.
Степень освоения проектных мощностей характеризуется следующими показателями: продолжительностью (сроком) освоения; уровнем освоения проектной мощности; коэффициентом (процентом) использования вводимых в действие мощностей; объемом производства продукции в период освоения; достижением проектных уровней себестоимости, производительности труда и рентабельности.
Подпериодом (сроком) продолжительности освоения проектной мощности предприятия или его части (цеха, участка, агрегата) понимается время со дня подписания акта приемки в эксплуатацию до устойчивого выпуска продукции планируемым объектом. Объем производства продукции на объектах, находящихся в стадии освоения проектных мощностей, должен определяться с учетом этого показателя. Причем при планировании этого показателя не должно учитываться время, затраченное на подготовку производства к выпуску новой продукции на вводимом в действие объекте, проведение пусконаладочных работ и комплексного апробирования оборудования.
Уровень освоения - это устойчиво достигнутый на определенную дату процент (коэффициент) освоения проектной мощности. Он рассчитывается как отношение выпуска продукции в определенный период (час, сутки, месяц, год) к соответствующей (часовой, суточной, месячной, годовой) проектной мощности.
Рассмотрим методику расчета производственной мощности предприятия. Для расчета необходимо иметь следующие исходные данные: плановый фонд рабочего времени одного станка; количество станков; производительность оборудования; трудоемкость производственной программы; достигнутый процент выполнения нормы выработки.
Производственная мощность предприятия определяется по мощности ведущих цехов, участков, поточных линий, станков (агрегатов) с учетом мер по ликвидации узких мест и возможной кооперации производства.
В расчет производственной мощности включается все наличное оборудование, в том числе и бездействующее в связи с неисправностями, ремонтом, модернизацией. Учитывается оборудование, находящееся в монтаже и на складах, предназначенное к вводу в эксплуатацию в планируемом периоде. При расчете мощности не рассматривается оборудование вспомогательных и обслуживающих цехов.
Расчет производственной мощности предприятия должен проводиться в следующей последовательности: агрегаты и группы технологического оборудования - производственные участки - цеха (корпуса, производства) - предприятие в целом.
Производственная мощность предприятия рассчитывается по ведущему цеху. Для этого рассчитываются производственные мощности всех цехов и строится диаграмма мощностей предприятия (рис. 4.1).
Наиболее часто на предприятиях машиностроения и металлообработки за ведущий цех принимается сборочный цех. Если в нашем случае за ведущий цех принять сборочный с наличной мощностью в 65 тыс. изделий, то в заготовительном цехе имеется резерв мощностей, равный 5 тыс. изделий; в кузнечном цехе - 15 тыс. изделий; в механообрабатывающем цехе - 5 тыс. изделий. Литейный цех будет, наоборот, "узким местом": в нем имеется недостаток производственной мощности в 5 тыс. изделий в год. Под "узким местом" понимается несоответствие мощности отдельных участков, цехов возможности ведущего оборудования. Таким образом, при планировании производственной программы необходимо предусмотреть мероприятия, направленные, с одной стороны, на "расшивку узких мест" (увеличение мощности), а с другой - на загрузку имеющихся резервов мощностей. В нашем примере производственная мощность предприятия будет равна 65 тыс. шт. изделий в том случае, если у предприятия имеется возможность увеличить пропускную способность литейного цеха на 5 тыс. шт. В противном случае за мощность предприятия следует принять объем производства в 60 тыс. изделий в год.

Рис. 5.1. Диаграмма мощности предприятия
Планирование выпуска продукции.
Установленное в производственной программе задание по объему производства продукции может быть выполнено при условии обеспечения необходимым количеством ресурсов. Поэтому обоснование производственной программы производственной мощностью составляет содержание данного этапа.
Алгоритм расчета производственной программы (плана производства продукции) в упрощенном виде может быть сведен к следующим процедурам.
1. Анализируется портфель заказов. Выбираются представители продукции, занимающие наибольший удельный вес в портфеле заказов. Для этого ассортимент продукции классифицируется по типоразмерам и в каждом параметрическом ряду выбирается модель, имеющая наибольший объем продаж (изделие-представитель).
2. Производится перерасчет ассортимента портфеля заказов на один вид продукции, принятый в качестве представителя. Коэффициент пересчета определяется путем деления трудоемкости каждого типо-размера продукции на трудоемкость выбранного представителя. Далее количество изделий, предусмотренное планом продаж, умножается на коэффициент пересчета. Результаты суммируются, и полученная сумма представляет собой проект производственной программы предприятия, сформированный на основе портфеля заказов и рассчитанный по тому изделию, которое принято в расчете производственной мощности. При этом план продаж должен быть скорректирован на величину изменения остатков готовой продукции, планируемых на конец года. С этой целью составляется план изменения остатков нереализованной продукции на конец планового года, в котором отражается: наименование и код изделия; изменение остатков нереализованной продукции в базисном периоде (ожидаемое выполнение); остаток на начало планируемого года; остаток на конец планируемого года; изменение остатков: увеличение (+), уменьшение (-), всего за год, в том числе по кварталам планируемого года.
3. Анализируется использование среднегодовой производственной мощности в отчетном периоде. В процессе анализа определяется достигнутый уровень использования производственной мощности, степень прогрессивности применяемой техники и технологии; степень использования оборудования и производственных площадей; достигнутый уровень организации производства и труда на предприятии.
Коэффициент использования среднегодовой производственной мощности определяется отношением фактического или планового годового выпуска продукции соответственно к фактической или плановой среднегодовой мощности данного года, включая мощность, занимаемую в период подготовки производства новой техники.
При анализе достигнутого уровня использования мощностей определяются коэффициенты сменности работы оборудования, степень использования внутрисменного фонда времени, наличие излишнего и неустановленного оборудования, причины недоиспользования оборудования.
4. На данном этапе планируется увеличение коэффициента использования производственной мощности в планируемом периоде, которое может быть достигнуто за счет реализации выявленных в п.З внутрипроизводственных резервов, без дополнительного ввода постоянных факторов производства.
Внутрипроизводственные резервы улучшения использования действующих производственных мощностей подразделяются на экстенсивные и интенсивные.
К экстенсивным относятся резервы увеличения полезного времени работы оборудования в пределах режимного фонда (сокращение внутрисменных и целодневных простоев оборудования, продолжительности плановых ремонтов).
Интенсивные факторы включают мероприятия по более полной загрузке оборудования в единицу времени, увеличение выпуска годной продукции.
Коэффициент использования производственной мощности в плановом периоде (К МП) может быть определен по формуле:
К МП = К МО х J
где К МО - коэффициент использования производственной мощности в отчетном периоде; J - индекс роста коэффициента использования мощности в плановом периоде.
5. Определяется возможный выпуск продукции на основе действующих производственных мощностей. Имеется два метода решения этой задачи. На предварительных стадиях формирования производственной программы возможный выпуск продукции с действующих производственных мощностей определяется путем умножения их величины на плановый коэффициент использования среднегодовой мощности. Однако при обновлении ассортимента продукции необходим более тщательный расчет производственной мощности всех структурных подразделений и предприятия в целом, выполняемый в соответствии с п. 3.2.4.
Производственную мощность следует рассчитывать в разрезе изделий-представителей в натуральном и стоимостном выражении.
При расчете производственной мощности за отчетный год мощность на начало отчетного года принимается по номенклатуре и в ассортименте продукции года, предшествующего отчетному, а мощность на конец отчетного года (начало планового периода) - по номенклатуре и в ассортименте продукции отчетного года.
Мощность на начало планового периода принимается по номенклатуре ив ассортименте продукции планового периода.
Прирост производственных мощностей определяется на основе проведенных мероприятий в отчетном году и намечаемых в плановом периоде по агрегатам, участкам и цехам, по которым определяется производственная мощность предприятия. При этом в планы и отчеты не включаются мероприятия, связанные с достижением проектной мощности объектов, находящихся в стадии освоения проектной мощности. В расчете производственной мощности учитывается также ее уменьшение в отчетном и плановом периоде.
При расчете производственной мощности по каждому объекту (агрегату, группе однотипного оборудования, поточной линии) составляются исходные данные, включая:
Наименование и код оборудования;
Наименование и код продукции;
Трудоемкость изготовления продукции, заложенная при расчете мощности, час;
Годовой (расчетный) фонд времени работы установленного оборудования в одну смену в станко-часах;
Среднесписочный состав установленного оборудования за год, единиц;
Годовой (расчетный) фонд времени работы единицы оборудования в одну смену, в час;
Нормативный коэффициент сменности работы оборудования;
Коэффициент сменности работы оборудования;
Режим работы, принятый при расчете мощности (количество смен или часов работы в сутки).
Среднегодовая мощность предприятия, рассчитываемая по формуле 3.15, в последующем служит основой для расчета плана производства продукции.
6. Проект производственной программы сравнивается с производственной мощностью по каждому изделию-представителю и выясняется, достаточно ли в наличии мощностей для выполнения объема продаж на плановый год. Если проект производственной программы не обеспечивает полной загрузки производственных мощностей, то необходимо искать дополнительные возможности увеличения объема продаж и догрузки производственных мощностей за счет заказов по кооперированным поставкам.
Если план продаж превышает производственную мощность, то с целью сохранения покупателей и клиентов необходимо провести комплекс мероприятий по расшивке узких мест и увеличению производственной мощности, либо по размещению части заказов на условиях кооперированных поставок на других предприятиях.
С целью более полной увязки проекта производственной программы и производственной мощности предприятия разрабатывается баланс производственных мощностей. В нем отражаются входная, выходная и среднегодовая мощность, а также ввод и выбытие мощностей. На основе баланса производственных мощностей и в ходе его разработки осуществляется:
Уточнение возможностей производственной программы;
Определение степени обеспечения производственными мощностями программы работ по подготовке производства новых изделий;
Определение коэффициента использования производственных мощностей и основных фондов;
Выявление внутрипроизводственных диспропорций и возможностей их устранения;
Определение необходимости в инвестициях по наращиванию мощностей и ликвидации "узких мест";
Определение потребности в оборудовании или выявление излишков оборудования;
Поиск наиболее эффективных вариантов специализации и кооперирования.
Баланс производственной мощности повидам продукции на конец планируемого года рассчитывается путем суммирования мощности на начало года и ее прироста за вычетом выбытия.
Расчет баланса производственных мощностей производится для каждого вида профилирующей продукции по следующей структуре.
Раздел 1. Мощность на начало планового периода:
Наименование продукции;
Единица измерения;
Код продукции;
Мощность по проекту или расчету;
Мощность на конец базисного года.
Раздел 2. Увеличение мощности в планируемом году:
Прирост мощности, всего;
В том числе за счет:
а) ввода в действие новых и расширения действующих;
б) реконструкции;
в) перевооружения и организационно-технических мероприятий;
За счет изменения режима работы, увеличения сменности часов работы;
За счет изменения номенклатуры продукции и уменьшения трудоемкости;
г) получения в лизинг, аренду от других хозяйствующих субъектов.
Раздел 3. Уменьшение мощности в планируемом году:
Выбытие мощности всего;
В том числе за счет:
а) изменения номенклатуры продукции или увеличения трудоемкости;
б) изменения режима работы, уменьшения сменности, часов работы;
в) выбытия вследствие ветхости, исчерпания запасов;
г) передачи в лизинг, аренду другим хозяйствующим субъектам.
Раздел 4. Мощность на конец планируемого периода:
Мощность на конец года;
Среднегодовая мощность в планируемом году;
Выпуск продукции или количество перерабатываемого сырья в планируемом году;
Коэффициент использования среднегодовой мощности в планируемом году.
7. После достижения баланса между производственной мощностью и проектом программы дается экономическая оценка проекта плана производства. Известно, что с изменением объема производства и реализации продукции изменяются совокупные издержки предприятия, доход и прибыль. При небольших объемах выпуска издержки превышают величину дохода и предприятие, как правило, несет убытки. По мере увеличения объемов производства рост совокупных издержек начинает отставать от роста совокупного дохода и разность между доходом и издержками (прибыль) становится положительной величиной. Затем тенденция изменяется: рост издержек начинает опережать рост совокупного дохода. Нулевое значение прибыли достигается при двух объемах производства, в которых совокупные издержки и совокупный доход от реализации продукции равны. Эти объемы производства называются критическими. Любой объем выпуска продукции, находящийся между ними, позволяет предприятию получать прибыль от реализации продукции, а находящийся за их пределами - приносит убытки. В практике планирования эти объемы производства получили название"точек безубыточности". Подробно метод "точки безубыточности" рассмотрен в первой части книги "Планирование на предприятии".
В процессе обоснования производственной программы необходимо проверить, находится ли планируемый объем производства в пределах точек безубыточности. Для этого делается укрупненный расчет постоянных и переменных издержек, совокупного дохода от реализации продукции и прибыли для различных объемов производства, и по ним рассчитываются критические объемы, с которыми сравнивается планируемый объем производства.
Эффективность принимаемого плана оценивается также путем определенияфондоотдачи (отношение стоимости товарной продукции к среднегодовой стоимости основных производственных фондов),фондоемкости (обратный показатель фондоотдачи), рентабельности (отношение прибыли к среднегодовой стоимости основных и оборотных средств),удельных капитальных вложений на один рубль прироста продукции.
Кроме того, рассчитываетсяотносительная экономия основных фондов (Э оф ) по формуле
±Э оф =ОПФ ПЛ –ОПФ О J ПТ,
где ОПФ О, ОПФ ПЛ - среднегодовая стоимость основных производственных фондов соответственно в отчетном (предплановом) и плановом году; J ПТ - индекс расчета объема товарной продукции в плановом году.
После всестороннего анализа проект производственной программы утверждается и доводится до структурных подразделений предприятия. Структурные подразделения на основе производственной программы предприятия разрабатывают планы производства цехов, корпусов, участков и других подразделений, после чего оценивают свою готовность к выполнению производственной программы. С этой целью по каждому рабочему месту проводится расчет загрузки оборудования.
Планирование выполнения производственной программы.
Предметом планирования выполнения производственной программы являются метод изготовления и тип производства. Основная задача данного этапа состоит в том, чтобы задания производственной программы предприятия довести до всех структурных подразделений (корпусов, цехов, участков, рабочих мест) и организовать их выполнение. Эта задача решается средствами оперативно-календарного планирования (ОКП), которое является неотъемлемой частью тактического планирования предприятия.
В функции ОКП входят: обеспечение каждого рабочего информацией о его рабочем месте и задании на текущую рабочую смену и ближайшую перспективу (неделю, декаду, месяц); обеспечение рабочих мест материалами, заготовками, оборудованием, инструментом, приборами; координация и регулирование„работы всего трудового коллектива в целях налаживания согласованной и эффективной работы предприятия.
Рассмотрим содержание основных этапов планирования.
1. Распределение производственной программы по плановым периодам.
В текущем планировании производственная программа составляется, как правило, на один год. В условиях динамичности внутренней и внешней среды предприятия разработать производственную программу на более длительные периоды не представляется возможным. Поэтому процесс подготовки к выполнению годовой производственной программы начинается с ее распределения по кварталам и месяцам. Поскольку ритмичность производства имеет исключительно большое значение для повышения его эффективности, улучшения качества продукции и всей работы, необходимо весьма тщательно распределить годовой объем производства и реализации продукции по кварталам и месяцам.
Распределение годовых заданий по кварталам (месяцам) необходимо осуществлять с учетом следующих факторов:
Установленных договорами сроков поставки продукции потребителям;
Увеличения выпуска продукции за счет прироста и улучшения использования производственных мощностей и основных фондов, а также за счет мероприятий, предусмотренных планом инноваций;
Сроков ввода в действие новых мощностей и оборудования;
Обеспечения равномерной загрузки всех производственных подразделений;
Повышения серийности (массовости) производства;
Числа рабочих дней в каждом квартале;
Сезонности и сменности работы;
Сезонности сбыта продукции;
Возможного выбытия основных фондов, а также остановки отдельных агрегатов, участков и цехов для ремонта оборудования;
Снятия с производства устаревших видов изделии и продукции, не соответствующих по своим технико-экономическим показателям современному уровню развития науки и техники, а также не пользующихся спросом потребителей, и замены их новыми.
В массовом и крупносерийном производстве, когда потребление продукции не носит сезонного характера (например, производство хлебобулочных изделий, строительных материалов), распределение производственной программы по плановым периодам производится пропорционально количеству рабочих дней. В остальных случаях распределение заданий производится с учетом сроков поставки продукции потребителям.
План поставок увязывается с показателями объема реализации и выпуска продукции в натуральном выражении. Зависимость указанных показателей и порядок их расчета могут быть выражены формулой:
П П i = Прi – ΔО П i = П Т i + О ПС i - ΔО П i
где П Пi - объем (план) поставки готовой продукции i-го наименования потребителям в натуральном выражении; Прi - объем (план) реализации продукции; ΔО Пi - изменение остатков отгруженной, но не оплаченной продукции на начало и конец планируемого периода; П Тi - план выпуска готовой продукции i-го наименования, О ПСi - изменение остатков готовой продукции на складе на начало и конец планируемого периода.
Сроки поставки продукции определяются на основаниизаключенных договоров с предприятиями и организациями-потребителями. Для этого в договорах должны быть определены конкретные условия поставок: полный ассортимент, количество и сроки поставки по каждой его позиции; специальные требования к качеству продукции; объемы партий и периодичность их поставок; способы упаковки и транспортировки продукции.
2. Доведение производственной программы до структурных подразделений.
В соответствии с установленной специализацией и внутрипроизводственной кооперацией план производства продукции в натуральном выражении доводится до производственных единиц предприятия и самостоятельных хозяйствующих субъектов, входящих в состав производственного объединения. При этом в план производства промышленной продукции в натуральном выражении самостоятельным предприятиям производственного объединения включаются также готовые изделия и полуфабрикаты своего изготовления, предназначенные к поставке внутри объединения другим производственным единицам и самостоятельным предприятиям, входящим в состав объединения. Задания структурным подразделениям объединений предприятий разрабатываются в следующей последовательности: выпускающие подразделения; обрабатывающие подразделения; заготовительные подразделения. Структура и показатели производственных заданий зависит от действующей на предприятии системы ОКП.
3. Выбор метода изготовления производственной программы.
Планирование способа изготовления определяет, как будет организован производственный процесс в пространстве и времени. Различают поточный, партионный и единичный способы изготовления изделий.
Поточный метод
Сущность его:
Рабочие места специализируются на выполнении конкретной операции с постоянным закреплением одного или ограниченного числа наименований изделий;
Рабочие места расположены по ходу технологического процесса изготовления изделий;
Процесс изготовления изделий организован по принципу потока с однонаправленным движением предметов труда от одного рабочего места к другому и применением непрерывно действующего или пульсирующего транспорта;
Операции на всех рабочих местах выполняются параллельно.
Объектом планирования в поточном производстве является поточная линия. Она представляет собой совокупность рабочих мест, расположенных в последовательности технологического процесса и предназначенных для выполнения синхронизированных операций.
Синхронизация операций состоит в том, что технологический процесс и организация труда проектируются с таким расчетом, чтобы время обработки или сборки одного изделия на каждом рабочем месте линии было равно или кратно определенной величине - такту или ритму.
Тактом поточной линии называется промежуток времени между выпуском и запуском двух очередных изделий на каждом рабочем месте.
Величина расчетного такта поточной линии находится в зависимости от ее производственной программы. Расчетная величина такта (г) определяется по формуле:
где D - полезный фонд времени работы линии за планируемый период (месяц, сутки, смену); A П - производственная программа линии за этот же период.
Время, обратное такту, называется ритмом поточной линии (R):
Ритм характеризует количество изделий, выпускаемых в единицу времени.
На основе расчетного такта определяется необходимое количество рабочих мест для каждой операции линии (η) по формуле
где t i - норма времени на выполнение i-й операции.
Установленный для поточной линии такт может быть:
Принудительным;
Свободным.
В потоке с принудительным тактом рабочие обязаны выполнять свою операцию в установленное время, равное такту или кратное ему. При этом соблюдение ритма обеспечивается жестокой регламентацией работы транспортных средств, в частности, установлением для конвейеров определенной скорости. При непрерывном движении конвейера ему придается скорость (ν), определяемая из выражения
![]()
где l O - расстояние между осями двух соседних изделий на конвейере.
В потоке со свободным тактом нет строгой регламентации последнего. Рабочие могут выполнять свои операции с некоторыми отклонениями от такта. Чтобы не допускать простоя из-за несоблюдения такта, на рабочих местах создаются заделы заготовок.
В зависимости от номенклатуры выпускаемых изделий и степени непрерывности процесса производства поточные линии могут существенно различаться, что находит свое отражение в специфике их планирования.
По номенклатуре изделий поточные линии делятся на:
Постоянно-поточные однопредметные;
Постоянно-поточные многопредметные;
Переменно-поточные многопредметные;
Групповые многопредметные.
На постоянно-поточных однопредметных линиях выпускается большое количество деталей или изделий одного наименования (массово-поточное и крупно-серийное производство).
Несколько деталей или изделий различных наименований, сходных по конструкции и технологии обработки или сборки, изготовляются на постоянно-поточных многопредметных линиях одновременно или последовательно. При этом не требуется переналадки оборудования (серийно-поточное производство).
На переменно-поточных многопредметных линиях поочередно обрабатываются несколько наименований деталей или изделий, сходных по конструкции, габаритам и технологии обработки или сборки
Сроки их запуска в производство регламентируются планам графиками запуска-выпуска. Они составляются с учетом объема производства и времени обработки (сборки) каждого наименования деталей (изделий). Переналадка таких линий при переходе одного объекта к другому ведется одновременно по всем рабочим местам (среднесерийное производство).
Групповые многопредметные линии характеризуются прям точностью движения предметов труда. Рабочие места на таких линиях специализированы технологически. Линии многократно переналаживаются и часто называются прямоточными (среднесерийное и мелкосерийное производство).
По степени непрерывности процесса поточные линии делят на: непрерывные - одно- и многопредметные постоянно-поточные с полной синхронизацией операций; прерывные, с меняющейся относительной синхронностью операций. Они характерны д многопредметных переменных потоков. При переналадке линий] меняется длительность операций. Поэтому для поддержки синхронности может подключаться дополнительное оборудован или часть станков временно не использоваться.
Партионный метод
Несмотря на свою эффективность, поточные методы имеют ограниченное применение. В условиях серийного и мелкосерийно производства применяются партионные методы производства, д которых характерны следующие черты:
Производство продукции сериями и запуск деталей в обработку партиями в соответствии с разработанными графиками;
За каждым рабочим местом закрепляется несколько деталей и операций;
Для выполнения операций определенного вида работ применяется универсальное оборудование, инструменты и приспособления, а для повторяющихся партий - специализированное оборудование, групповая и специальная оснастка;
Оборудование в мелкосерийном производстве располагается по группам однотипных станков, а при повторяющихся партиях - по ходу технологического процесса.
Для партионного метода характерны периодические перерывы в работе оборудования из-за переналадок для изготовления новой партии продукции и значительные размеры незавершенного производства, требующие больших площадей и тары. Поэтому при организации производства партионным методом первостепенное значение приобретает сокращение номенклатуры и увеличение размера повторяющихся партий, перенесение в условия партионного производства элементов потока. От размера партии и ее повторяемости в значительной мере зависят степень использования технологического оборудования и производительность труда.
Единичный метод
Единичный метод организации производства характеризуется следующими особенностями: большой неповторяющейся номенклатурой изготовляемой продукции, значительным удельным весом нестандартных, оригинальных деталей и узлов, разнообразием работ, выполняемых на каждом рабочем месте, большой трудоемкостью и длительностью цикла изготовления изделий, отсутствием типизированных технологических процессов.
В единичном производстве преимущественно используются универсальное оборудование и инструменты, обеспечивающие выполнение разнообразных работ и операций, но с меньшей производительностью, чем на специальном оборудовании. Оборудование в единичном производстве располагается по группам станков. Часть его применяется лишь для выполнения отдельных нерегулярно встречающихся работ. Не всегда представляется возможным закрепление за рабочими местами технологически сходных работ. Все это приводит к неравномерной загрузке оборудования.
После выбора метода изготовления производственной программы рассчитываются:
Длительность производственного цикла;
Размеры партий;
Сроки запуска их в производство.
Длительность производственного цикла - это промежуток времени от момента запуска сырья и материалов в производство до полного изготовления и сдачи готовой продукции. В его величину включается время на выполнение всех процессов до отгрузки готовой продукции покупателю.
В общем виде длительность производственного цикла в часах, днях (Тц) может быть определена по формуле:
где t техн, t k ,t ТР - время на выполнение технологических, контрольных и транспортных операций; t ест - время естественных процессов; t м.о. - время внутрисменного межоперационного пролеживания; t .м.с. - время междусменного пролеживания и пролеживания на межцеховых складах полуфабрикатов; i- число операций и перерывов.
При расчете длительности производственного цикла время выполнения контрольных и транспортных операций учитывается в той их части, в которой они не перекрываются временем межоперационного пролеживания.
Длительность производственного цикла является основой для оперативно-календарного планирования. От его величины зависит оборачиваемость оборотных средств.
Длительность производственного цикла тесно связана с размером партии деталей.
Подпартией (ее размером) понимается число одноименных деталей, непрерывно обрабатывающихся на каждой операции производственного цикла с однократной затратой подготовительно-заключительного времени. Размеры партии, равные и кратные месячной программе, загружающие оборудование на целые смены или несколько смен, сокращают время на переналадку оборудования. В то же время большие партии ведут к возрастанию остатков незавершенного производства, удлиняют цикл.
Расчет размеров партий деталей и сроков их запуска в производство представляет собой самостоятельную задачу, решаемую в оперативно-календарном планировании.
4. Расчет загрузки оборудования.
После расчета цеховых планов производства выявляется, какую загрузку оборудования обеспечивает производственная программа. При расчете загрузки оборудования определяется степень соответствия производственной программы каждого рабочего места его производственной мощности. Поэтому расчет загрузки оборудования производится по каждому агрегату, станку. Он позволяет выявить "узкие места", а также незагруженное оборудование. На основе расчетов загрузки оборудования планируются мероприятия по "расшивке узких мест" и дозагрузке незагруженного оборудования. Решение задачи состоит в расчете действительного фонда времени работы оборудования и времени, необходимого для выполнения запланированной цеху программы. В результате сравнения этих величин определяются:
коэффициент загрузки оборудования; его пропускная способность;
резерв или дефицит в единицах производительности и в станках.
Для дискретных производств расчет коэффициента загрузки оборудования (К з) ведется по формуле:
где F- станкоемкость производственной программы, час.; D - действительный фонд времени работы оборудования, час.
Коэффициент загрузки может рассчитываться по каждому инвентарному номеру оборудования, шифру или технологической группе оборудования. Расчет по инвентарным номерам оборудования выполняется только в том случае, если все станочные деталеоперации на участке закреплены за конкретными инвентарными номерами. Расчет загрузки по шифрам оборудования (моделям) проводится, если деталеоперации закреплены только за моделями оборудования без указания инвентарных номеров. Расчет загрузки по технологической группе оборудования рекомендуется для участков, на которых деталеоперации закреплены только за группами взаимозаменяемого оборудования.
Действительный фонд времени работы оборудования (D) рассчитывается по формуле:
![]()
где D n - номинальный фонд времени работы оборудования при односменной работе; Р рем - потери времени на ремонт при соответствующей сменности (%); S - фактическая сменность работы оборудования; и - время работы оборудования (месяцы); U- количество месяцев в расчетном периоде (году).
Расчет станкоемкости программы (F) производится по формуле:
![]()
где t - станкоемкость деталеоперации на единицу нормирования, час.; A П - план изготовления по деталеоперации; d t - процент снижения трудоемкости (планируемый); Р Н - потери времени на переналадку оборудования (%); W- прогрессивный процент выполнения норм выработки.
Коэффициент пропускной способности оборудования (К П) определяется по формуле:
![]()
Резерв или дефицит оборудования рассчитывается по формулам:
В единицах производительности
±∆F=0,85 D – F;
В станках при двухсменной работе
где D 2 - действительный фонд времени работы оборудования при двухсменной работе.
В отраслях снепрерывным процессом производства коэффициент загрузки установок, агрегатов, машин, оборудования определяется отношением годового выпуска продукции к сумме произведений установленной (проектной) суточной (часовой) производительности единицы оборудования на годовой (расчетный) фонд времени работы единицы оборудования:

где A П - производственная программа по i-му агрегату (i=1,2, 3, ..., п) в натуральных измерителях; Н р - установленная (проектная) суточная (часовая) производительность единицы оборудования в соответствующих натуральных единицах; D - годовой (расчетный) фонд времени работы единицы оборудования в сутках, часах.
Максимальный объем продукции соответствующего качества и обычного ассортимента, которое может быть произведено предприятием за определенный промежуток времени при условии эффективной эксплуатации оборудования и оптимального использования трудовых ресурсов.
Пояснения к формулировке .
Термин "соответствующее качество" подразумевает, что продукция соответствует принятым на предприятии, в отрасли, в государстве стандартам для такого вида продукции, не обладает никакими дополнительными дефектами и выпущена по надлежащей технологии производства.
"Обычный ассортимент" означает, что показатель производственной мощности рассчитывается для среднестатистического набора видов готовой продукции, характерного для данного предприятия. При этом следует учитывать, что номенклатурный сдвиг (изменение ассортимента выпускаемой продукции или пропорций между ее видами) приводит к иному результату, чем полученный для "обычного ассортимента".
"Промежуток времени" - это период, за который оценивается производственная мощность. В зависимости от цели, длительности производственного цикла, особенностей производства и т.д. Это может быть час, смена, сутки, декада, месяц, квартал, год и т.д. Период измерения зависит от цели, ради которой делается оценка производственной мощности предприятия. Например, производственную мощность судостроительного завода бессмысленно оценивать в пересчете на час, а вот для завода по разливу минеральной воды такой показатель может быть интересен.
Единица измерения производственной мощности
Единица измерения производственной мощности выбирается, исходя из технологических особенностей предприятия. Например, для консервного завода это могут быть условные банки, для пивоваренного - количество дал пива (1 дал - это декалитр), для машиностроительного предприятия, выпускающего ассортимент определенных видов оборудования - машинокомплекты и т.д. Если же выпускаемая продукция разнородна, но имеется общность технологии, то иногда производственная мощность может измеряться в единицах перерабатываемого сырья.
Иногда для оценки производственной мощности нужны не только количественные, но и качественные характеристики . Например, при добыче угля нас интересуют производственные возможности по извлечению определенного количества угля из-под земли и возможности его доставки на поверхность. Одновременно, для оценки "полезности" данной деятельности, количество добытого угля должно быть приведено к "товарному углю", то есть углю, который должен быть обогащен путем удаления из него примесей. А при высокой зольности добычи, количество товарной продукции может отличаться (в меньшую сторону) весьма существенно. Таким образом, для некоторых производств используют два измерителя производственной мощности одновременно - технологический и товарный.
Очень важным фактором, который часто забывают "советские" авторы является необходимость учитывать ограничения не только по производственным возможностям оборудования, но и по трудовым ресурсам. "Советские" учебники часто игнорируют тот факт, что дефицитным ресурсом может быть не только оборудование, но и человеческий труд. Поэтому для расчета производственной мощности необходимо обязательно учитывать оба фактора.
Динамика производственной мощности предприятия
С течением времени величина производственной мощности предприятия меняется. Это связано с самыми различными факторами, основные из которых это
- Естественный износ оборудования, который влечет за собой снижение его производительности
- Плановые ремонты (которые влекут за собой остановку оборудования для его прохождения)
- Ввод новых единиц оборудования
- Ввод новых мощностей
- Модернизация оборудования (соответственно, изменение его производительности и качественных характеристик)
- Изменение номенклатуры выпускаемой продукции или пропорций в составе имеющейся номенклатуры(структурный сдвиг)
- Изменения состава изделия, сырья, полуфабрикатов, конструкции и т.д.
- Изменения сменности работы предприятия
- Другие причины
Таким образом, рассчитанная величина производственной мощности не является величиной постоянной, а подвержена периодическим изменениям. Поэтому при расчетах принимают во внимание наличие погрешности по отношению к теоретической величине.
Формула определения производственной мощности
В общем виде производственная мощность предприятия (М) может быть определена по формуле:
Фэ - эффективный фонд времени работы предприятия (цеха), равный сумме возможностей всех производственных мощностей.
t – трудоемкость изготовления единицы продукции.
Особенности определения производственной мощности
При определении производственной мощности предприятия обязательно учитывают технологические возможности цехов, участков, отдельных единиц оборудования, которые накладывают ограничения на производственные возможности всего предприятия. Это, так называемые, "узкие места".
Таким образом, нормальная мощность предприятия рассчитывается с учетом узких мест и других имеющихся ограничений. Они могут быть самыми разными - например, ограничения по вредным выбросам в атмосферу.
По данным баланса производственных мощностей определяются и контролируются руководством предприятия:
- Входная мощность (М нач.) определяется на начало года с имеющегося оборудования.
- Выходная мощность (М кон.) определяется на конец планового периода с учетом убывания и добавления мощности за счет капитального строительства, модернизации оборудования, усовершенствования технологии и организации производства.
Мощность производства на конец года определяется по формуле:

Пояснения к формуле определения производственной мощности :
- Мощность на конец периода равна мощности на начало периода плюс ввод новых мощностей плюс ввод оборудования, которое подверглось модернизации и переоснащению плюс/минус изменения производственной мощности в результате номенклатурного сдвига плюс/минус изменения производственной мощности в результате постановки на ремонт или возврата с ремонта и минус изменения в результате выбытия оборудования (списание, износ, остановка, ликвидация и т.д.)
- Средняя производственная мощность равна среднему взвешенному значению величин измеренной производственной мощности. То есть сумме произведений производственной мощности за каждый период на длительность такого периода деленную на общую продолжительность всех периодов.
Есть также понятие "максимальной производственной мощности ", когда предприятие работает в режиме, не отвечающем нормальным условиям эксплуатации оборудования, увеличенной продолжительности рабочего дня ("переработки"), при введении дополнительных рабочих дней и т.д. Такой режим работы иногда помогает выполнить производственную программу, однако относится к нему необходимо как к езде на автомобиле, когда стрелка тахометра находится в "красной зоне". То есть подобные режимы работы неизбежно приводят к повышенному износу оборудования, росту фонда оплаты труда, а как следствие - росту себестоимости единицы продукции. (см. "Переменные издержки ")
Эффективность использования производственной мощности предприятия определяют с помощью коэффициента использования производственной мощности .
Особо контролируют три вида мощности: проектную (предусмотренную проектом строительства или реконструкции), текущую (фактически достигнутую), резервную (для покрытия пиковых нагрузок, от 10% до 15%).
Среднестатистическую производственную мощность можно также определить и по следующей формуле:

М н.г. – производственная мощность на начало года.
М вв. – мощность, которая вводится в эксплуатацию.
М выб. – мощность, которая выбыла с эксплуатации.
n 1 – количество месяцев эксплуатации i-той мощности, которая введена в действие на протяжении года.
n 2 – количество месяцев после вывода с эксплуатации i-той мощности на протяжении года, месяца.
Фонд времени работы оборудования
Для расчета производственной мощности необходимо определить фонда времени работы оборудования. Разделяют:
- Календарный фонд времени (Ф к) - отражающий количество календарных часов, дней, смен и т.д. в году
- Режимный (номинальный) фонд времени (Ф р), который учитывает режим работы предприятия (количество возможных рабочих дней, смен и т.д.)
В случае непрерывного процесса производства календарный фонд равняется режимному фонду
Ф к = Ф р
Когда процесс производства не является непрерывным, то режимный (номинальный) фонд времени рассчитывается по формулам:

Д к – количество календарных дней в году.
24 - количество часов в сутках
Д р. – количество рабочих дней в году.
Дл с . – средняя длительность одной смены с учетом режима работы предприятия и сокращения рабочего дня в предпраздничные дни.
С – количество смен в сутки.
Д вых. – количество выходных дней в году.
Ч н. – количество нерабочих дней в предпраздничные дни.
Д предпр. – количество предпраздничных дней в периоде.
Эффективный фонд времени работы оборудования
Эффективный (плановый, действительный) фонд времени (Ф эф.). Рассчитывается исходя из режимного фонда с учетом остановок на ремонт:

α – процент потерь рабочего времени на выполнение плановых ремонтных операций и междуремонтного обслуживания (составляет 2-12%).
Расчет производственной мощности цеха по продуктивности оборудования определяют по формуле:
М = n × Ф эф × а
М – производственная мощность, т.
n – количество единиц оборудования, шт.
Ф эф . – годовой эффективный фонд работы оборудования, часов.
а – продуктивность оборудования (норма выработки на один станко-час).
Для того, чтобы охарактеризовать использования потенциальных возможностей выпуска продукции, используется коэффициент использования среднегодовой производственной мощности :

Q – объем произведенной продукции за период.
Цена любого товара зависит от его начальной себестоимости, которая рассчитывается по специальной формуле с учетом ряда затрат.
Под себестоимостью товара подразумевают сумму, которая была затрачена на его производство. Она включает в себя затраченные природные ресурсы, сырье, материалы, топливо, энергию, транспортировку, оплату труда работникам производства и прочие затраты.
Дорогой читатель! Наши статьи рассказывают о типовых способах решения юридических вопросов, но каждый случай носит уникальный характер.
Если вы хотите узнать, как решить именно Вашу проблему - обращайтесь в форму онлайн-консультанта справа или звоните по телефону.
Это быстро и бесплатно !

Себестоимость может подразделяться на следующие виды:
- Определение полной себестоимости подразумевает все издержки, включая и коммерческие затраты.
- Понятие предельной себестоимости соответствует себестоимости одной единицы продукции.
Себестоимость готовых изделий рассчитывают принимая во внимание полный объем затрат на производство и она бывает:
- Цеховой. Включает в себя затраты всех этапов производства продукции.
- Производственной. Рассчитывается путем сложения цеховых и общих затрат завода.
- Полной. Здесь учитывают затраты не только на производство, но и на транспортировку и реализацию.
Классификация себестоимости обширна, она может подразделяться на множество видов в зависимости от особенностей производства и способов реализации товаров.
Способы вычисления
Не существует единой методики расчетов себестоимости. В зависимости от вида товара, его производства и множества различных факторов, себестоимость продукции может исчисляться по-разному.
Чаще всего в расчетах учитываются следующие затраты:
- затраты на предпринимательскую деятельность производителя;
- совокупность затрат на производство и реализацию;
- затраты на оформление документации на товар;
- прочие затраты, предусмотренные законодательством;
Учитывать затраты следует в отчетный период, соответствующий времени производства товара, а не времени оплаты всех издержек.
При расчете цены изделия производят калькулирование себестоимости. Калькуляцию составляют по количеству выпускаемой продукции (в метрах, штуках или же, при одномоментном производстве за единицу измерения берется сотня метров или штук).
Статьи калькуляции должны отражать все стадии производства, например:
- стоимость сырья и материалов;
- затраты на топливо и энергию;
- заработная плата работникам производства;
- общие расходы на производственный процесс:
- затраты на хозяйственные нужды предприятия;
- коммерческие расходы;
- прочие затраты;
Все эти факторы выражаются в определенных суммах, и с их учетом составляется формула расчета себестоимости.
Общий вид и расшифровка
Как говорилось выше, не существует единой формулы расчетов, при вычислении себестоимости того или иного продукта могут учитываться различные факторы.
Приведем общую формулу для расчетов полной себестоимости:
- ПС = Совокупные затраты на производство + Издержки на реализацию товара/калькуляционная единица;
Себестоимость рассчитывают для того, чтобы:
- Оценить рентабельность.
- Установить оптовую и розничную цену на товар.
- Оценить эффективность используемых в производстве ресурсов.
- Вычислить потенциальную прибыль предприятия.
Процесс производства включает в себя и такие виды затрат, как постоянные и переменные, которые необходимо отразить в себестоимости товаров. Причем постоянные затраты существуют у предприятия и тогда, когда оно ничего не производит.
В общем виде формула для расчета себестоимости выглядит так:
- ПС = (Совокупные затраты на производство + Издержки на реализацию товара)/калькуляционная единица;
- ПС- полная себестоимость продукции;
Совокупные затраты на производство - это общая сумма затрат на сырье, энергию, зарплату трудящихся и прочие расходы, которых потребовал производственный процесс.
Издержки на реализацию товара - сумма, затраченная на хранение, транспортировку, документацию на товар.
Калькуляционная единица - количество товара, выраженное в штуках или метрах.
Пример расчета по формуле
С помощью Excel
Существуют методики расчета себестоимости с помощью таблиц в программе Excel. Приведем примеры расчетов.
Вариант 1
В тех случаях, когда организация не способна просчитать точные затраты на производство, можно выполнить приблизительный подсчет. Планируемое количество товаров и планируемые затраты вносят в таблицу и выполняют деление. Сумма, которая получится в итоге и будет единицей затрат.
Пример 1:
Вариант 2
После того как компания выделила сумму, необходимую для производства 1 единицы товара, нужно рассчитать себестоимость, сложив переменные и постоянные затраты. Сумма переменных затрат зависит от количества выпускаемой продукции, а постоянные затраты не изменяются.
Пример 2:
Методы снижения
 Схема снижения себестоимости продукции
Схема снижения себестоимости продукции
Существуют методы, про помощи которых себестоимость товара можно снизить. Это можно сделать, проведя подробный анализ полной себестоимости по всем затратам на производство. В этом случае можно распланировать меры по снижению цены товара и вычислить ее оптимальную величину.
Если анализ проведен качественно и с учетом всех факторов, необходимых для объективной оценки, то есть все возможности для того, чтобы отрегулировать процесс по производству продукции.
Как считают специалисты, один из наиболее действенных способов снижения себестоимости товаров является увеличение .
Производительность труда - это объем работы на определенное количество затрат труда в заданный период времени.
На производительность труда влияют факторы следующие факторы:
- Уровень квалификации сотрудников, занятых в производстве продукции. Необученных сотрудников с низкой квалификацией лучше заменить на квалифицированных специалистов. Это позволит сократить количество работников производства, а следовательно и затраты на выплату заработной платы, которые также влияют на себестоимость продукции.
- Условия производства и организация рабочего процесса. На производственном предприятии, которое оснащено современным высокотехнологичным оборудованием, затраты электроэнергии будут значительно ниже, нежели там, где применяют устаревшие модели оборудования. Кроме того, современное оборудование позволит снизить количество брака, следовательно и расходы сырья и материалов при изготовлении товаров.
Есть еще один способ уменьшить себестоимость продукции – суть его заключается в том, чтобы кооперировать и расширять специализацию производственного предприятия. Это позволит сократить расходы на административную, управленческую и прочую деятельность предприятия.
Сэкономить на производстве товаров позволит и такая мера, как анализ, внесение необходимых изменений и улучшение способов использования основных фондов предприятия.
Также можно и пересмотреть структуру управления, штат административных и руководящих работников в сторону уменьшения их количества. Поскольку затраты на управленческую деятельность предприятия тоже оказывают влияние на себестоимость продукта и учитываются при ее расчетах, сокращение штата и замена количества качеством тоже приведет к сокращению расходов и снижению себестоимости.
В заключение можно сказать, что применяя формулу расчета себестоимости и принимая во внимание полученный результат, можно объективно оценить рентабельность производства и основные показатели деятельности компании.
Результат вычислений является показателем того, насколько эффективно используются ресурсы предприятия и какие результаты дают меры по усовершенствованию условий производства и внедрению новых технологий.
Производственная мощность промышленного предприятия — это максимальный годовой выпуск качественной продукции в запланированном ассортименте. Рассчитывается этот показатель при полном использовании производственного оборудования и производственных площадей с учетом планируемой модернизации оборудования, улучшения технологии и организации производственного процесса.
Следует различать плановую производственную мощность предприятия и проектную мощность предприятия.
Плановая производственная мощность определяется исходя из применяемых технологических процессов, наличного парка оборудования и производственных площадей как величин уже заданных, а объем выпуска продукции по плановой номенклатуре является величиной искомой, устанавливаемой в условиях полного использования основных производственных фондов.
В противоположность этому проектная производственная мощность предприятия рассчитывается исходя из заданного объема производственной программы, а искомые величины — состав предприятия, технологический процесс изготовления продукции по этой программе, структура парка оборудования, его количественный и качественный состав, размеры производственных площадей, характер и габариты зданий и сооружений, энергетическое и транспортное хозяйство и т. п.
Производственная мощность предприятия не постоянная, она меняется во времени, поэтому ее рассчитывают на определенную календарную дату. Как правило, мощность рассчитывают на 1 января планового года и 1 января следующего за плановым периодом года. Производственная мощность на 1 января планового года — это входная мощность ; мощность предприятия на 1 января следующего за плановым годом — выходная мощность .
Рассчитывается также показатель среднегодовой мощности , который используется для сопоставления с планом и отчетом о выпуске продукции.
В самом общем виде для расчета производственной мощности используются формулы:
М п = П об × Ф об, (1)
М п = Ф об / Т, (2)
где М п — производственная мощность предприятия;
П об — производительность оборудования в единицу времени, выраженная в штуках изделий (деталей);
Ф об — действительный (рабочий) фонд времени работы оборудования, единиц времени;
Т — трудоемкость комплекта изделий (деталей), изготовляемых на данном оборудовании, нормо-час, человеко-дни.
Обратите внимание!
Первая формула применяется в случаях, когда известна производительность оборудования, выраженная в количестве изготовляемых изделий (деталей) в единицу времени.
Но на предприятиях с большим ассортиментом производимой продукции таких данных по всему парку технологического оборудования обычно нет, поэтому применяется вторая формула. В этих случаях пользуются данными трудоемкости изготовления изделий.
Выходная и среднегодовая мощности рассчитываются следующим образом:
М вых = М вх + М вв - М выб,(3)
М ср = М вх + (М вв × n 1 / 12) - (М выб × n 2 / 12), (4)
где М вых — выходная мощность предприятия (цеха, участка);
М вх — входная мощность предприятия (цеха, участка);
М вв — мощность, введенная в течение года;
М выб — мощность, выведенная в течение года;
М ср — среднегодовая производственная мощность;
n 1 — количество полных месяцев работы вновь введенных мощностей с момента ввода до конца периода;
n 2 — количество полных месяцев отсутствия выбывающих мощностей от момента выбытия до конца периода.
Рассмотрим порядок расчета производственной мощности на примере участка раскроя металла.
Пример 1
На участке находятся 2 лазерных комплекса. В июле следующего года планируется приобрести еще один, аналогичный существующим.
Участок производит комплекты деталей. На производство (раскрой) одного комплекта тратится 30 минут работы лазерного комплекса. Таким образом, в начале периода за 1 час участок производит 4 комплекта деталей, в конце периода — 6 комплектов.
Допустим, действительный (рабочий) фонд времени работы оборудования равен 7300 ч. Определим:
- входную производственную мощность (формула 1):
7300 × 4 = 29 200 комплектов;
- выходную производственную мощность (формула 3):
29 200 + 7300 × 2 = 43 800 комплектов;
- среднегодовую производственную мощность (формула 4):
29 200 + 14 600 × 5 / 12 = 35 283,33 комплекта.
______________________
Во времена плановой экономики производственная мощность рассчитывалась в соответствии с методическими положениями , общими для предприятий всех отраслей промышленности, конкретизированными в отраслевых методиках. На некоторых предприятиях эти методики применяют до сих пор.
Адаптируем основные методические положения этих документов под рыночную ситуацию:
. Производственная мощность рассчитывается по всей номенклатуре продукции, выпускаемой предприятием. По непрофильной продукции производственная мощность рассчитывается только при наличии специализированных мощностей, в противном случае мощность по этой продукции учитывается в числе прочей продукции. Производственная мощность рассчитывается в тех единицах измерения, в которых планируется производство продукции.
. Производственная мощность предприятия определяется по мощности ведущих подразделений (цехов, участков, агрегатов) с учетом сложившейся кооперации и мер по ликвидации «узких мест».
К сведению
Ведущим считается подразделение, в котором выполняются основные технологические операции по изготовлению продукции, затрачивается наибольшая доля рабочего времени оборудования, сосредоточена значительная часть основных производственных фондов данного предприятия.
Расчет мощности ведется по всем производственным подразделениям предприятия последовательно от низшего производственного звена к высшему: от групп технологически однотипного оборудования — к производственным участкам, от участков — к цехам, от цехов — к предприятию в целом.
К сведению
Под «узким местом» понимается несоответствие мощностей отдельных цехов, участков, групп оборудования мощностям соответствующих подразделений, по которым устанавливается мощность всего предприятия, цеха.
. При определении производственной мощности в расчет не принимаются простои оборудования или недоиспользование площадей, вызванные недостатком рабочей силы, сырья, топлива, электроэнергии или организационными неполадками, а также потери рабочего и станочного времени вследствие брака в производстве — учитываются только технологически неизбежные потери в установленных размерах.
. Производственная мощность предприятия динамична, она изменяется в связи с ростом производительности труда, совершенствованием организации производства, повышением квалификации работающих.
. Прирост производственных мощностей на действующих предприятиях за счет мероприятий по повышению эффективности производства (внедрение более совершенной технологии, механизации и автоматизации производства, модернизация оборудования, оснастки и инструмента, совершенствование систем управления, планирования и организации производства, совершенствование и улучшение качества продукции и др.) определяется на основании годового плана этих мероприятий.
Обратите внимание!
Увеличение объема производства за счет мероприятий по совершенствованию эффективности производства, направленных на освоение плановой производственной мощности, не считается приростом производственной мощности.
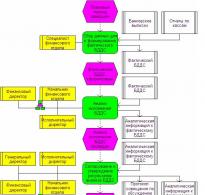
При определении производственной мощности учитываются следующие факторы (см. рис.).
Для расчета производственной мощности используются данные:
- о количественном составе и техническом уровне оборудования;
- режиме работы предприятия.
Расчет мощности ведется по всему производственному оборудованию, закрепленному за цехами.
К сведению
К производственному относится оборудование, при помощи которого непосредственно осуществляется технологический процесс изготовления товарной продукции на предприятии.
В расчет принимается действующее оборудование и бездействующее вследствие неисправности, ремонта, модернизации, отсутствия загрузки и других причин.
При расчете мощности оборудование группируется по структурным производственным подразделениям предприятия, а в них — по группам по признаку взаимозаменяемости, то есть по возможности выполнения одинаковых технологических операций.
На поточных линиях, где операции жестко закреплены за определенными станками, а оборудование невзаимозаменяемо, оно группируется в порядке последовательности выполнения технологических операций. Уникальное оборудование выделяется в отдельную группу.
Для цехов ряда предприятий (например, машиностроительных, деревообрабатывающих, легкой промышленности и др.) фактором, определяющим величину производственной мощности, являются площади. В этих случаях в расчет мощности принимаются производственные площади, то есть площади, на которых осуществляется технологический процесс изготовления продукции, занятые:
- производственным оборудованием;
- рабочими местами (в том числе верстаками, сборочными стендами и т. п.);
- заделами (заготовками, деталями, узлами) у рабочих мест;
- проходами между оборудованием и между рабочими местами (кроме магистральных проездов).
При определении мощности в расчет не принимаются вспомогательные площади, к которым относятся площади:
- инструментального и ремонтного цехов;
- цеховых складов и кладовых;
- помещений отдела технического контроля;
- прочих вспомогательных помещений;
- пожарных и магистральных проездов.
Размеры площадей принимаются по данным производственно-технического паспорта предприятия, а при отсутствии паспортных данных — по результатам обмера (по внутреннему периметру здания или по осям колонн с учетом выступающих частей здания).
Режим работы предприятия непосредственно влияет на величину производственной мощности и устанавливается исходя из конкретных условий производства. В понятие «режим работы» входит число смен, продолжительность рабочего дня и продолжительность рабочей недели.
В зависимости от того, какие потери времени учитываются при определении мощности, различают календарный (номинальный) , режимный и действительный (рабочий) фонд времени использования основных производственных фондов.
Календарный фонд времени равен количеству календарных дней в плановом периоде, умноженному на 24 ч, то есть для не високосного года — 8760 ч (365 × 24).
Режимный фонд времени определяется режимом производства и равен произведению числа рабочих дней в плановом периоде на число часов в рабочих сменах. При пятидневной рабочей неделе режимный фонд определяется на основе принятого режима производства при обязательном соблюдении установленной законом общей длительности рабочей недели.
Действительный (рабочий) фонд времени работы оборудования равен режимному за вычетом времени на планово-предупредительный ремонт, которое не должно превышать установленные нормы.
В расчетах производственной мощности должен приниматься максимально возможный действительный (рабочий) фонд времени работы оборудования (использования производственных площадей). При этом:
- для производства и участков с прерывным процессом производства принимают годовой фонд работы оборудования исходя из трехсменной (или четырехсменной, если предприятие работает в четыре смены) работы и установленной продолжительности смен в часах за вычетом времени на проведение планово-предупредительных ремонтов, выходных и праздничных дней, а также сокращения рабочего времени в предпраздничные дни.
Фонд рабочего времени для предприятий, ведущие цехи которых работают в две смены (или менее чем в две смены), исчисляют исходя из двухсменного режима работы;
К сведению
К прерывному процессу относят производство продукции, остановка изготовления которой в любой момент технологического процесса не приводит к потере изделий или сырья, а технологический процесс может быть приурочен к длительности рабочей смены или рабочих суток.
- для производства и участков с непрерывным процессом производства принимают годовой фонд работы оборудования (использования площадей), исходя из числа календарных дней в году и 24 рабочих часов в сутки за вычетом времени на ремонт и технологические остановки оборудования, если эти остановки не входят в нормы его использования;
К сведению
К непрерывному процессу производства относят такой технологический процесс изготовления продукции, который носит непрерывный характер, а остановка процесса производства связана с длительными простоями и приводит к потере сырья и порче оборудования или связана с другими большими экономическими потерями.
- для уникального и лимитирующего оборудования принимается действительный фонд времени исходя из трехсменного режима работы;
- если цехи, участки и рабочие места оснащены оборудованием, не требующим планового ремонта в рабочее время, действительный (рабочий) фонд времени работы оборудования (использования производственных площадей) этих подразделений принимается равным режимному фонду.
Для оценки использования производственной мощности рассчитываются несколько показателей, среди которых наиболее универсальный — фондоотдача.
Фондоотдача (Ф о) — один из важнейших показателей, характеризующих экономическую эффектность производственных мощностей и деятельность предприятия в целом. Определяется как отношение валовой (товарной) продукции к среднегодовой стоимости основных производственных фондов:
Ф о = C прод / С осн.ф, (5)
где C прод — стоимость готовой продукции за определенный период;
С оф — среднегодовая стоимость основных производственных фондов.
Обратите внимание!
Сопоставление значений плановой и фактической фондоотдачи по уровню мощности предприятия показывает, насколько фондоотдача по среднегодовой мощности отстает от плановой или, наоборот, превышает ее.
Величина резерва фондоотдачи (Рф) в процентах определяется по формуле:
Р ф = ((Ф п - Ф м) × 100) / Ф п, (6)
где Ф п — фондоотдача по плану;
Ф м — фондоотдача по уровню мощности
Пример 2
Исходные данные возьмем из примера 1.
Предположим, цена 1 лазерного комплекса — 15 млн руб., цена одного произведенного комплекта — 500 руб. Плановая фондоотдача — 0,5 руб. на 1 руб. основных производственных фондов.
Рассчитаем фондоотдачу по уровню производственной мощности.
Сначала определим стоимость произведенных комплектов по среднегодовой мощности:
35 283,33 × 500 = 17 641 665 руб., или 17,642 млн руб.
Среднегодовая стоимость основных производственных фондов рассчитывается по формуле:
С осн. ф = С н + (С ввф × n 1 / 12) - (С выб. ф × n 2 / 12), (7)
где С осн. ф — среднегодовая стоимость основных производственных фондов;
С н — стоимость основных фондов на начало периода;
С ввф — стоимость вновь введенных основных фондов;
С выб. ф — стоимость выведенных основных фондов;
n 1 — количество полных месяцев работы вновь введенных основных фондов с момента ввода до конца периода;
n 2 — количество полных месяцев отсутствия выбывающих основных фондов от момента выбытия до конца периода.
Для нашего примера:
- С осн. ф (формула 7) = 2 × 15 млн + 5 / 12 × 15 млн = 36,25 млн руб.;
- фондоотдача по уровню производственной мощности (формула5) = 17,642 / 36,25 = 0,487.
Таким образом, величина резерва фондоотдачи (формула 6) равна:
((0,5 - 0,487) × 100) / 0,5 = 2,6 %,
то есть в рассматриваемом примере среднегодовая мощность предприятия ниже плановой на 2,6 %.
Выводы
Расчет производственной мощности промышленного предприятия зависит от особенностей деятельности предприятия, при этом существуют общие подходы по расчету мощности;
Различают несколько видов производственной мощности предприятия: плановая и проектная мощность; входная, выходная и среднегодовая производственные мощности;
Основными факторами, влияющими на производственные мощности, являются количественный состав и технический уровень оборудования и режим работы предприятия.
Эффективность использования производственных мощностей можно рассчитать с помощью такого показателя, как фондоотдача.
Р. В. Казанцев,
финансовый директор ООО «УК Теплодар»